Для нарезания внутренней резьбы используется следующий алгоритм.
Диаметр отверстия метрической резьбы: таблица размеров ГОСТ
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Поэтому необходимо точно определить размеры подготовительного отверстия для нарезания резьбы, а также подобрать соответствующий инструмент, для чего используются специальные таблицы диаметров резьбонарезных сверл. Для каждого типа резьбы необходимо использовать соответствующие инструменты и рассчитать диаметр подготовительного отверстия.

Диаметр резьбы и подготовительного отверстия должен соответствовать стандартам, иначе канавки будут слишком малы и резьбовое соединение будет ненадежным.
Типы и параметры резьбы
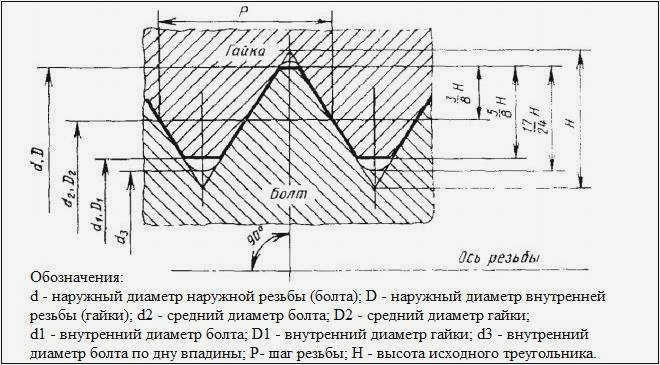
Параметры, на основании которых резьба классифицируется на различные типы резьбы, следующие
- единица измерения диаметра (метрическая, имперская и т.д.);
- количество нитей (одна, две или три);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление поворота (правое или левое);
- положение на изделии (внешнее или внутреннее);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежное, уплотнительное, рабочее).
Параметры метрической резьбы
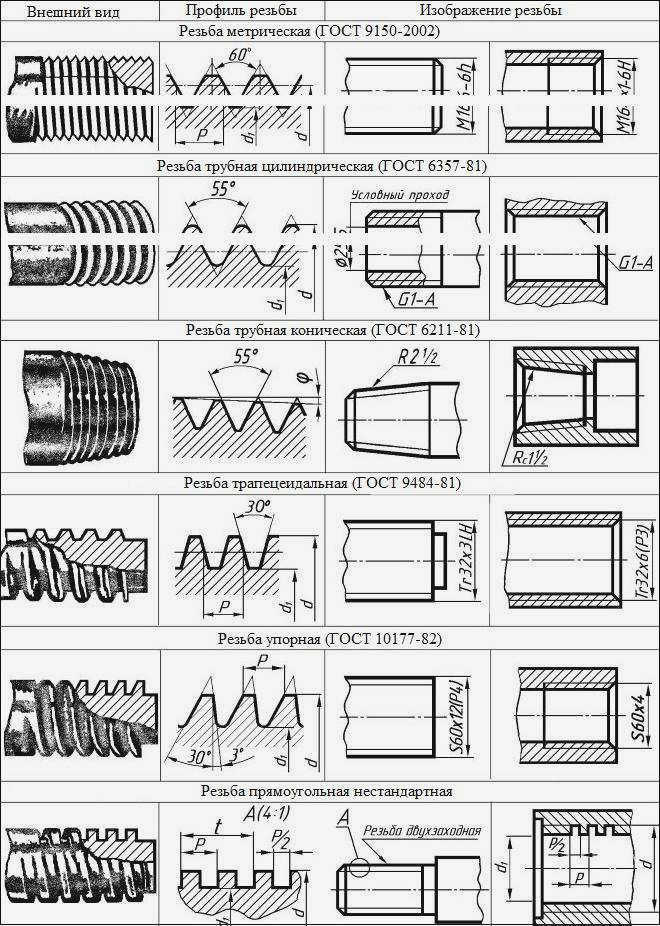
В зависимости от вышеперечисленных параметров различают следующие виды резьбы
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые буквами М и МК соответственно
- трубчатая, обозначаемая буквами G и R
- круглый профиль, названный в честь Эдисона и обозначаемый буквой E
- трапециевидные, обозначаемые буквой Tr;
- круглый, используемый для установки сантехнической арматуры – Cr;
- упорные и усиленные упорные, обозначаемые соответственно буквами S и S45;
- дюймовая резьба, которая также может быть цилиндрической и конической – BSW, UTS, NPT;
- используется для соединения труб, установленных в нефтяных скважинах.
Виды резьбы по ГОСТу
Виды и применение резьбонарезных станков
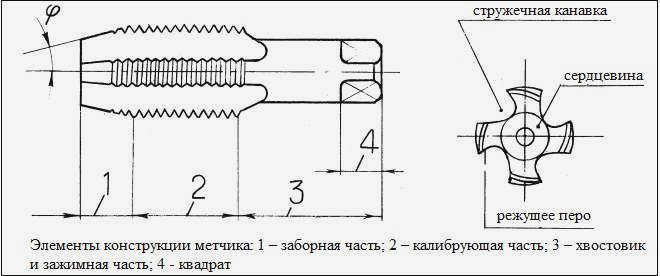
Нарезание внутренней резьбы может выполняться вручную или с помощью различных типов станков (сверлильных, токарных и т.д.). Основными инструментами, используемыми для нарезания внутренней резьбы, являются ручные машины или метчики с машинным приводом.
Метчики делятся на различные типы в зависимости от ряда параметров. Общепринятыми являются следующие правила классификации метчиков.
- В зависимости от способа привода различают машинные метчики с ручным управлением и машинные метчики для нарезания внутренней резьбы. Машинные метчики с ручным управлением, оснащенные квадратным хвостовиком, используются со специальной насадкой с двумя рукоятками (это так называемая отвертка, рукоятка метчика). С помощью этой насадки приводится в движение метчик и нарезается резьба. Нарезание резьбы с помощью машинного метчика осуществляется на различных типах металлорежущих станков, в которых такой инструмент установлен в патроне.
- По способу нарезания резьбы различают универсальные (сквозные) и полные метчики. Рабочая часть первых разделена на несколько частей, каждая из которых отличается от других своими геометрическими параметрами. Первая часть рабочей части, которая начинает взаимодействовать с заготовкой, является черновой, вторая – промежуточной, а третья, расположенная ближе к хвостовику, – чистовой. Нарезание резьбы комплектными метчиками требует использования нескольких инструментов. Например, если набор состоит из трех метчиков, то первый предназначен для черновой обработки, второй – для промежуточной, а третий – для чистовой. Как правило, набор метчиков для нарезания резьбы определенного диаметра состоит из трех инструментов, но в некоторых случаях, когда заготовка изготовлена из особо твердого материала, могут использоваться наборы из пяти инструментов.
- Различают метчики для сквозных и глухих отверстий, в зависимости от типа отверстия, на внутренней поверхности которого необходимо нарезать резьбу. Метчик для нарезания отверстий характеризуется удлиненным коническим наконечником, который входит в рабочий наконечник. Такова конструкция наиболее часто используемых универсальных метчиков. Внутреннее нарезание резьбы в глухих отверстиях осуществляется метчиками, у которых конический наконечник срезан и действует как обычный резец. Такая конструкция позволяет нарезать резьбу на всю глубину глухого отверстия. Для нарезания резьбы такого типа обычно используется набор метчиков, которые приводятся в движение вручную с помощью отвертки.
- Метчики могут быть с прямыми, спиральными или укороченными канавками. Обратите внимание, что метчики с различными типами канавок можно использовать для нарезания резьбы в относительно мягких материалах, таких как углеродистые и низколегированные стальные сплавы. С другой стороны, если требуется нарезать резьбу в деталях из очень твердых или прочных материалов (нержавеющие стали, тугоплавкие стали и т.д.), используются метчики со смещенным расположением режущего элемента.
Подготовка к нарезанию внутренней резьбы
Для того чтобы нарезание резьбы на резьбонарезном станке выполнялось легко и с хорошими результатами, необходимо правильно подготовиться к этому этапу работы. Все операции по нарезанию резьбы предполагают, что в заготовке уже просверлено отверстие нужного диаметра. Если нарезаемая внутренняя резьба имеет стандартный размер, то для определения диаметра подготовительного отверстия можно воспользоваться специальной таблицей с данными по ГОСТу.
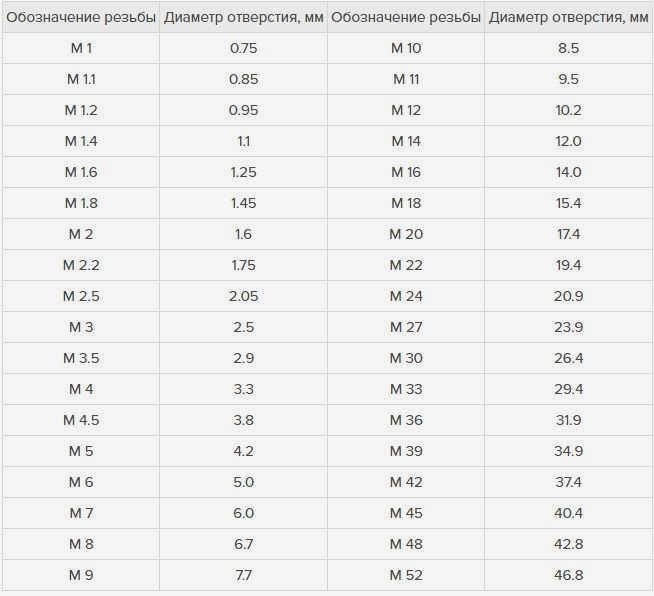
Таблица 1. Диаметры отверстий для сверления под стандартную метрическую резьбу
Если нарезаемая резьба нестандартная, то диаметр просверливаемого отверстия можно рассчитать по универсальной формуле. Прежде всего, необходимо прочитать маркировку на резьбонарезном станке, где обязательно указывается тип нарезаемой резьбы, ее диаметр и шаг, измеряемый в миллиметрах (для метрической резьбы). Затем достаточно вычесть шаг из диаметра просверливаемого отверстия, чтобы определить сечение нарезаемого отверстия. Например, если инструмент с маркировкой M6x0,75 будет использоваться для нарезания индивидуальной внутренней резьбы, диаметр подготовительного отверстия рассчитывается следующим образом 6 – 0,75 = 5,25 мм.
Для стандартных резьб в дюймовой категории также имеется таблица, позволяющая правильно выбрать сверло, с помощью которого будет выполняться подготовительная работа.
Таблица 2: Диаметры сверл для дюймовой резьбы
Типы в зависимости от применения
Современная промышленность выпускает различные виды метчиков, которые отличаются по конструкции и функциональности. Например, метчики по своему назначению могут быть одного из следующих типов.
Эти инструменты обычно являются ручными и используются в сочетании со специальным воротком, который позволяет нарезать резьбу. Обычно они изготавливаются и используются в наборах из двух или трех инструментов, каждый из которых снимает только часть припуска с обрабатываемой поверхности. Размеры метчиков, входящих в такой набор (особенно их рабочие диаметры), различны. Первый инструмент с одним отверстием на хвостовике используется для грубой обработки, второй инструмент (с двумя черточками на хвостовике) – для промежуточной обработки, а третий инструмент (с тремя черточками) – для чистовой обработки резьбы.

Комплектные ручные метчики
Комплектные машинные или ручные метчики
Это инструменты, с помощью которых можно нарезать резьбу как вручную, так и на различных типах станков (токарных, сверлильных, станочных и т.д.). Они отличаются от машинных метчиков только тем, что имеют немного более короткое ограждение и более устойчивы к механическим нагрузкам.

Машинные метчики – тройные
Ручные метчики
Этот тип инструмента, как следует из названия, используется для нарезания резьбы на гайках. Гайки, уже нарезанные этим типом метчика, не откручиваются от инструмента, а переносятся на его удлиненный хвостовик. Хвостовики инструментов для нарезания гаек, с помощью которых нарезают резьбу на сверлах, прямые. Уже нарезанные гайки, перенесенные на такой хвостовик, просто стряхиваются при извлечении инструмента из патрона станка. Резьбонарезные станки, хвостовики которых имеют изогнутую форму, используются для нарезания резьбы на гайках на резьбонарезных станках. При нарезании резьбы таким способом гайки под давлением друг друга проталкиваются вдоль изогнутого хвостовика инструмента, достигают конца инструмента и падают в подготовленную емкость.
Типы по конструкции
Метчики также делятся на различные типы в зависимости от их конструкции. Например, различают инструменты, основанные на такой конструкции:
- с укороченными долбежными канавками, которые также называют бесканавочными метчиками (такие метчики специально предназначены для нарезания резьбы на заготовках из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с винтовыми канавками (такие инструменты устанавливаются на обрабатывающих центрах и используются для нарезания глухой резьбы);
- со смещенными режущими зубьями (поскольку режущие зубья на калибровочной части такого инструмента нарезаны за одно целое, это позволяет уменьшить силу трения при обработке); и
- ступенчатые инструменты с рабочей частью, разделенной на две части, каждая из которых имеет свою функцию (например, существуют ступенчатые метчики, в которых первая часть имеет функцию создания, а вторая – функцию профилирования; в других типах ступенчатых инструментов первая часть имеет функцию резания, а вторая – функцию сглаживания)
- комбинированные инструменты (это фактически два инструмента в одном: их режущая часть, выполненная в одном дизайне, начинается со сверла и заканчивается метчиком);
- резьбонарезные плашки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (применяются для нарезания резьбы на токарных станках, где заготовка зажимается в патроне, а хвостовик используемого инструмента закрепляется в резцедержателе; движение резьбонарезной плашки при нарезании обеспечивается автоматической подачей суппорта станка, а вращение заготовки – вращением шпинделя);
- с внутренней полостью, обеспечивающей охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезания резьбы);
- колокольные метчики (эти метчики применяются для нарезания внутренней резьбы большого диаметра (50-400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
Диаметр начального отверстия для метрических метчиков
Итак, давайте рассмотрим ГОСТ на метрическую резьбу, производимую стандартными резьбонарезными станками.
Наиболее распространенными размерами являются M3, M4, M5, M6, M8, M10 и M12 с основным шагом.
Сводная таблица для наиболее распространенных размеров метрической резьбы с базовым шагом:
Резьба (резьба/базовый шаг)
Диаметр отверстия (сверло), мм
Подробная таблица размеров сверл для метрической резьбы с крупным шагом (DIN 13 / GOST 24705):
М
шаг, мм
Внутренний диаметр резьбы гайки, мм
(ISO2 – 6H)
D сверло, мм
*Диапазон допусков в соответствии с ISO1 – 4H.
Подробная таблица размеров сверл для метрической резьбы с мелким шагом (DIN 13 / GOST 24705):
MxSpan
Диаметр внутренней резьбы гайки, мм.
(по ISO2 – 6H)
D сверла, мм
MxShaft
Диаметр внутренней резьбы гайки, мм
(относится к ISO2 – 6H)
D сверла, мм
* Допуск в соответствии с ISO1 – 4H.

ВНИМАНИЕ!
Существует также другой быстрый метод, так называемый "дедовский метод", который можно использовать для быстрого поиска сверла для резьбового отверстия без таблиц. Для этого нужно вычесть шаг резьбы из номинального диаметра резьбы.
Как выбрать сверло для нарезания резьбы?

Выбор сверла для развертки, которое используется для нарезания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в обратном направлении. По этой причине черновое отверстие для развертывания обычно сверлится на больший размер, чем отверстие, которое будет нарезаться стружечным резцом.
Например, в случае резания стружкой М8 с шагом 1.25 используйте инструмент диаметром 6,8 мм и получите М8х1.25 путем раскатывания (выдавливания) необходимо просверлить крупное отверстие ⌀ диаметром 7,45 мм.
Сначала мы рассмотрим метрическую резьбу.
Таблица размеров отверстий для развертывания метрической резьбы метчиками с длинным шагом (DIN 13 / GOST 24705):
Рекомендации по выбору подходящего сверла для резьбонарезного станка
Соотношение сверла и резьбонарезного инструмента очень важно для правильного нарезания резьбы. Если просверленное отверстие будет больше, чем требуется, то невозможно будет нарезать глубокую резьбовую канавку и в заготовке будет неплотное соединение. Если же просверленное отверстие слишком мало, то при нарезании резьбы будет возникать слишком большое сопротивление, инструмент может перегреться, заклинить или даже сломаться.
Важные моменты при выборе диаметра резьбонарезного сверла:
Материал резьбы. Учитывайте металл заготовки и его свойства. Сверла из быстрорежущей стали с кобальтом подходят для большинства металлов, но сверла из твердого сплава более безопасны для твердых материалов. Диаметр отверстия также зависит от типа материала. Для резьбы М8 диаметр сверла 6,8 мм требуется в мягких металлах и 6,7 мм – в твердых. Для хрупких материалов размер черной дыры уменьшается на 0,1 мм.
Предварительная обработка. Перед использованием резьбонарезного инструмента рекомендуется предварительная обработка. Предварительная обработка позволит лучше центрировать резьбонарезной инструмент, гарантируя точность резьбы.

Комментарии: При выборе сверла учитывайте материал заготовки, тип резьбонарезного инструмента и ГОСТ.
Таблицы диаметров отверстий для метрических метчиков
Метрические метчики, обозначенные буквой М, являются одними из самых популярных и востребованных.
Для метрической резьбы можно использовать классический "дедовский" метод подбора сверл без использования таблицы. Формула расчета: из номинального диаметра вычесть шаг резьбы. Например, номинальный диаметр равен 8 мм, а шаг – 1,25 мм, значит, вам нужно сверло диаметром 6,75 мм (6,8 мм).
Однако этот метод является приблизительным, поэтому для промышленного производства мы рекомендуем использовать таблицы ГОСТ.
Таблица диаметров крупных отверстий для метрической резьбы
Резьба (шаг резьбы/хвостовик)
Диаметр отверстия (сверло ⌀), мм