Существует три вида аргонной сварки в зависимости от используемой технологии:

Сварка алюминия – как правильно сварить алюминий в домашних условиях
Сварка алюминия осложняется многими факторами (в первую очередь его свойствами), но специалисты постоянно работают над совершенствованием технологии, позволяющей надежно соединять детали из этого металла и его сплавов. Сам алюминий и его сплавы обладают поистине уникальными свойствами: малый удельный вес, высокая электро- и теплопроводность, устойчивость к механическим нагрузкам.

Процесс сварки алюминия
Чем объясняется плохая свариваемость алюминия
Сложности и особенности сварки алюминия и его сплавов обусловлены рядом уникальных свойств этого металла.
- Основная трудность при термической обработке алюминия заключается в том, что поверхность этого металла всегда покрыта оксидным слоем, который имеет очень высокую температуру плавления 20440 (сам металл плавится при гораздо более низкой температуре 660 градусов).
- Капли расплавленного алюминия, образующиеся в свариваемой зоне, немедленно покрываются тугоплавким оксидным слоем, который препятствует образованию непрерывного сварного шва. Это определяет некоторые особенности сварки алюминия: свариваемая область надежно защищена от взаимодействия с окружающим воздухом, для чего используется аргон.
- В расплавленном состоянии алюминий обладает высокой текучестью, что серьезно препятствует образованию сварочной ванны. Поэтому технология сварки алюминия предполагает использование специальных подкладок для отвода тепла.
- Алюминий содержит растворенный водород, который стремится выделиться при застывании расплавленного металла. Это способствует образованию пор в сварном шве, а также кристаллизационных трещин. Кроме того, в сплавах этого металла высокое содержание кремния, что также способствует образованию трещин при охлаждении детали.

Трещины в сварных швах из-за нарушения технологического процесса
- Алюминий имеет значительный коэффициент линейного расширения. В результате во время затвердевания происходит значительная усадка металла, что приводит к значительной деформации соединяемых деталей.
- Сварка алюминия и его сплавов осуществляется при высоких сварочных токах. Это связано с тем, что данный металл обладает высокой теплопроводностью. Стоит отметить, что при сварке стали (температура плавления которой выше, чем у алюминия) токи ниже (в 1,2-1,5 раза).
- Сварка деталей из этого металла (особенно сварка алюминия в домашних условиях) часто затруднена тем, что очень сложно определить точную марку сплава соединяемых деталей. Это серьезно усложняет выбор режимов сварки и методов, используемых для ее выполнения.
Принципы аргонной сварки
Аргонная сварка сочетает в себе особенности электродуговой и газовой сварки. При электродуговой сварке этот технологический процесс сочетает в себе обязательное использование электрической дуги, а при газовой сварке – использование газа, а также некоторые технологические приемы для создания неразъемного соединения.
Расплавление кромок соединяемых деталей и присадочного материала, используемого для формирования сварного шва, происходит под воздействием высокой температуры, создаваемой горением электрической дуги. Газ (в данном случае аргон) выполняет защитную функцию, о которой следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет определенные особенности, заключающиеся в том, что, находясь в расплавленном состоянии и взаимодействуя с кислородом и другими примесями в окружающем воздухе, такие металлы активно окисляются.
Это отрицательно сказывается на качестве образующихся сварных швов: они получаются некачественными, в их структуре образуются поры – воздушные пузырьки, которые значительно ослабляют соединение. Окружающий воздух оказывает еще более пагубное воздействие на алюминий, расплавленный во время сварки. Кислород, содержащийся в окружающем воздухе, вызывает возгорание металла.
При сварке цветных металлов и легированных сталей лучшим решением для эффективной защиты зоны соединения является использование защитного газа, т.е. аргона. Высокая эффективность этого газа обусловлена его свойствами.
Процесс аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он легко вытесняет воздух из зоны сварки и образует надежный экран. Будучи по своей природе инертным, аргон практически не вступает в реакцию с расплавленным металлом, а также с другими газами, присутствующими в зоне сварочной дуги. При сварке аргоном на обратной полярности необходимо учитывать один важный момент: в этом случае электроны легко отделяются от атомов газа, поток которых превращает газовую среду в проводящую плазму.
Особенности аргонной сварки
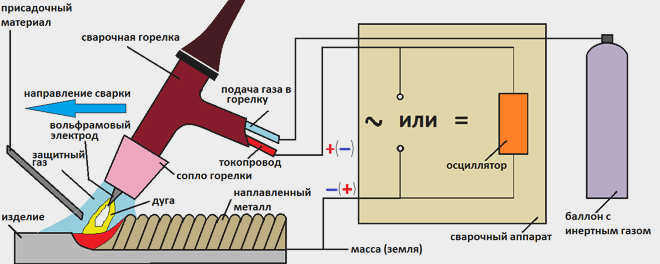
Рабочим органом сварочного оборудования, которое используется для соединения металлических деталей в среде защитного газа (в том числе аргона), является горелка. Вольфрамовый электрод вставляется в горелку (в центр горелки) и должен иметь шаг от 2 до 5 мм. Электрод фиксируется внутри резака с помощью специального держателя: в него можно вставить вольфрамовый стержень любого необходимого диаметра. Сварочная горелка оснащена керамическим соплом для подачи защитного газа.

Принцип аргонной сварки
Как уже упоминалось выше, электрическая дуга создает температуру, необходимую для аргонной сварки. Шов формируется с помощью сварочной проволоки, состав которой должен максимально соответствовать составу свариваемого металла.
Вот основные этапы этого вида сварки, при котором используется вольфрамовый электрод.
- Поверхности соединяемых деталей тщательно очищаются от грязи, масла и жира, а также от оксидного слоя. Эта очистка является обязательной и может выполняться механически или с помощью химических веществ.
- Соединяемые детали должны быть соединены с "землей". Это можно сделать непосредственно (если детали большие) или через металлическую поверхность рабочего стола (если детали маленькие). Важно отметить, что электродная проволока не включается в сварочный контур, а подается отдельно.
- Сварочный ток устанавливается на сварочном аппарате. Он выбирается в соответствии с характеристиками соединяемых деталей.
- При включении питания горелку и электрод подносят как можно ближе к свариваемым заготовкам, не касаясь их поверхности. Оптимальное расстояние между горелкой и поверхностью свариваемых изделий составляет 2 мм, которое необходимо поддерживать во время сварки. Нахождение электрода на таком небольшом расстоянии позволяет хорошо расплавить соединяемый металл и получить красивый и эстетичный сварной шов.
Какой инвертор подходит для сварки алюминия?
Выбор инвертора для сварки алюминия зависит от количества и сложности работ. Если ремонт производится нечасто и качество шва не слишком требовательно, достаточно будет дешевого аппарата. В противном случае предпочтительнее модель с функциями MMA и TIG. Этот аппарат выполняет соединение покрытых электродов и аргонодуговую сварку. Для бытового ремонта достаточно тока в 200 А.
Чтобы упростить и ускорить работу с большими объемами, обратите внимание на инверторы с осциллятором, который обеспечивает бесконтактное зажигание дуги. Полезными будут опция постепенного гашения дуги, контроль баланса полярности и импульсный режим. Если инвертор необходимо часто перемещать, предпочтительнее выбирать компактные модели. Они дороже устройств с аналогичными характеристиками, но их легче транспортировать.
Читайте также: При какой температуре плавится металл
Выбор сварочных материалов
Для сварки алюминия инвертором без аргона используются электроды из аналогичного материала. При нагревании их покрытие создает газообразную среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными марками являются ОЗА, ОЗР и ОЗАНА. Зарубежные аналоги ОК 96.20, ОК 96.40, Кобатек-213 отличаются лучшим качеством, но стоят дороже.
Аргонодуговая сварка выполняется с использованием одноразовых вольфрамовых электродов. Для сварки используется электродная проволока диаметром от 2 до 5 мм. Популярные марки AO, AD и AK содержат большое количество магния.
Для полуавтоматической инверторной сварки алюминия используется электродная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Наиболее популярными марками являются ER 4043 и ER 5356, которые изготавливаются из алюминиево-кремниевых сплавов. Реже используются Св-АК 5 и Св-АМг, изготовленные из алюминия с добавлением магния.
Необходимое оборудование и расходные материалы
Потребуется сварочное оборудование переменного тока, так как сварка алюминия постоянным током с использованием аргона невозможна. Оптимальным выбором будет инвертор с режимом tig и набором опций для
- бесконтактного поджига дуги;
- заварка кратера в конце сварного шва;
- регулировка баланса тока;
- установка времени, в течение которого аргон будет продолжать подаваться после выключения дуги.
Чтобы снизить расход газа при сварке алюминия, используйте горелку с газовой линзой (цанговым держателем) с сеткой внутри. Пропуская аргон через ячейки, улучшается защита точки сварки при меньшем расходе. Для установки линзы доступно несколько диаметров сопла, чем больше размер, тем лучше защита.
Читайте также: Что такое плазменная сварка и какое оборудование используется?
Сварка производится универсальным вольфрамовым электродом (AC/DC) любого цвета или специализированным электродом AC зеленого цвета. Кончик затачивается, но остается тупое острие. При ударе дуга будет похожа на каплю. Чтобы предотвратить перегрев вольфрама, электрод помещают в сопло с диапазоном 3-5 мм. В процессе работы он загрязняется алюминиевыми осколками, поэтому конец затачивается заново.
Поскольку алюминий имеет высокую температуру плавления, электродная проволока должна иметь диаметр, по крайней мере, равный толщине заготовки, чтобы ее можно было перемещать. Проволока может подаваться вручную или полуавтоматически. При работе с чистым алюминием чаще всего используется проволока № 5356, а для сплавов – № 4043 с добавлением кремния.
Для сварки алюминия методом tig требуется чистый аргон с концентрацией от 98% до 99%. Поэтому его следует приобретать у надежного продавца. Регулятор давления и манометры должны быть импортными, так как они обеспечивают более точную настройку расхода, чем отечественные модели.
Регулировка газогенератора аргона
Во-первых, расход газа регулируется в пределах 6-12 л/мин с помощью манометра, который находится ближе к шлангу. При работе в помещении это значение устанавливается в 1,5 раза меньше, чем на улице. Чрезмерный поток создает турбулентные вихри, которые смешивают газ и воздух, тем самым снижая защиту зоны сварки.
В зависимости от толщины свариваемых деталей настройка тока аргоновой сварки производится в соответствии с таблицей:
Толщина металла, мм
Сила тока, А
Диаметр вольфрамового электрода, мм