Если вы хотите научиться сваривать тонкостенные профильные трубы, то в этой статье мы подробно расскажем, что для этого нужно сделать. Наши специалисты подготовили простые и выполнимые способы сварки тонкостенных профильных труб.

Сварка профильных труб для начинающих
В последние годы металлические профильные трубы все чаще используются для строительства беседок, теплиц и других малых архитектурных форм. Это неудивительно, ведь получаемые каркасы очень прочные и легкие, а главное, стоят относительно недорого.
Однако в процессе сварки возникают некоторые трудности, связанные с особенностями самой конструкции профильной трубы. Чтобы избежать неприятных моментов во время работы, лучше заранее ознакомиться с возможными проблемами и методами их устранения.
- Основы сварки профильных труб
- Методы соединения профильных труб сваркой
- Инверторная сварка профильных труб
- Электроды для сварки профильных труб
- Тонкости сварки под углом 90°
- Самостоятельно
- Секреты сварки профильных труб без прожогов
Основы сварки профильных труб
Большинство профильных труб, представленных на отечественном рынке, изготовлены из углеродистой стали с толщиной стенки от 0,8 до 2 мм. Это создает некоторые проблемы при соединении, так как во время сварки она может прогореть или даже деформироваться. Чтобы избежать этих проблем, стоит рассмотреть несколько простых рекомендаций:
- установите сварочный ток в диапазоне от 10 до 60 А;
- Используйте сварочные электроды диаметром до 2 мм;
- Старайтесь выполнять сварку за один проход.
Еще одним важным фактором является скорость сварки. Лучше всего заканчивать сварку до того, как края трубы остынут. Это улучшит прочностные характеристики соединения. Использование электродов с рутиловым покрытием позволяет формировать сварной шов в несколько этапов.

Кроме того, при работе с профильными трубами не следует забывать об общих правилах сварки:
- воздействие высоких температур может привести к деформации сварных изделий, чего нельзя сказать о профильных трубах;
- расплавленный металл может заполнить внутреннюю полость изделия. Это следует учитывать, если необходимо предусмотреть внутреннюю полость;
- окончательная сварка увеличивает внутренние напряжения, особенно в углах.
Виды сварки профильных труб
Профильная труба используется для изготовления металлических каркасов и конструкций из низкоуглеродистой стали. Размеры профиля по ГОСТу варьируются от 10-15 мм до 180-230 мм, а толщина от 0,8-1,0 мм до 18-20 мм.
Чем лучше сваривать профильную трубу? Чтобы ответить на этот вопрос, необходимо понять, как свариваются такие изделия. Для их сварки используются следующие методы:
- Ручная сварка расходуемым электродом;
- Полуавтоматическая сварка в CO2;
- Аргонная сварка неплавящимися электродами.
Последний тип используется для профилей небольшой толщины (обычно до 1,5 – 2,0 мм). При небольших усилиях такие профили свариваются с помощью ручной инверторной дуговой сварки неплавящимися электродами. Этот метод удобен, оборудование не дорогое, к тому же процесс не представляет особой сложности.
В этой статье на mrmetall.ru мы подробно опишем технологию ручной инверторной сварки конструкций из этого материала.

Полуавтоматическая (механизированная) сварка профильных труб применяется при изготовлении крупных сварных конструкций на производстве.
Несомненным преимуществом этого метода является то, что процесс может осуществляться при малых толщинах и минимальном подводе тепла, что на порядок снижает деформацию.
Это особенно актуально для длинных сварных швов. Выполнить этот процесс полуавтоматом может практически любой, так как он автоматизирован. Читайте нашу статью о том, что для этого необходимо.
Конечно, есть и недостаток – сложность использования этого метода в условиях монтажа, из-за того, что газовый щит сдувается порывами ветра. Это приводит к недостаткам и нестабильности процесса.

Как сварить профильную трубу с помощью инвертора?
На этот вопрос мы ответим в данной статье. Информация в статье будет ориентирована как на опытных сварщиков, так и на новичков. Сваривать профильную трубу инвертором довольно просто, поэтому данный процесс сварки используется практически повсеместно. Первое, что необходимо сделать, – это подготовить кромки.
Первое, что необходимо сделать, – отшлифовать металл. Это можно сделать с помощью шлифовальной машины, металлической щетки или напильника. Такая обработка поверхности значительно улучшит результат. Ржавчина, окалина, масло, пыль и другие загрязнения должны быть полностью удалены. Рекомендуется обезжирить поверхность.
Затем следует измерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка заготовки, а также техника и процесс сварки.
Если толщина составляет от 1,5 мм до 3,5-4,0 мм, процесс можно проводить без разделки кромок. При толщине до 3 мм для обеспечения полного проплавления предпочтительна разделка кромок.
Полярность обратная ("+" к электроду; "-" к заготовке). Более подробную информацию о полярности можно найти здесь.
Методы сварки профильных труб
Для сварки стальных профилей в домашних условиях можно использовать несколько методов, различающихся по стоимости. При выполнении сварочных работ возникают следующие трудности:
- При нагреве одного участка кромки свариваемые детали меняют свое положение.
- При торцевом соединении в углах возникают большие напряжения.
- Тонкостенные профили часто прогорают при сварке неопытными сварщиками.
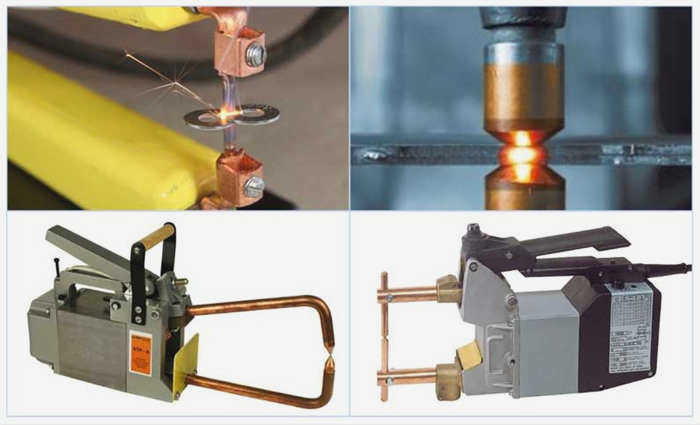
Рис. 3 Аппараты для точечной сварки
контактная сварка
Сварка сопротивлением – это сварка давлением двух металлических деталей, нагретых до высокой температуры электрическим током. Существуют различные виды сварки давлением, наиболее часто используемые в промышленности:
- Точечная сварка. Как следует из названия, металлические детали соединяются в одной точке.
- Стыковая сварка. При этом методе электрический ток подается на концы деталей, после чего они сжимаются под давлением. В результате диффузии металлы проникают в структуру деталей, образуя прочное стыковое соединение. При других видах стыковой сварки плавление торцов происходит при соединении деталей или при их периодическом контакте до достижения определенной температуры плавления, после чего они осаждаются.
- Рельефная сварка. В этом случае сварка производится в точках с предварительно сформированными выступами.
- Сварка швов. При этом процессе электрод в форме диска накатывается на поверхность сжатых заготовок и нагревает их до температуры плавления, после чего они прочно соединяются путем взаимной диффузии.
- Контактная дуговая сварка. Это один из самых распространенных видов контактной сварки, который широко используется в промышленности, ремонтных службах и ремеслах. При этом методе детали свариваются путем нагрева их поверхностей электрической дугой, а сам процесс нагрева занимает десятые доли секунды.
Дуговая сварка
Ручная дуговая сварка широко используется во всех отраслях экономики и в повседневной жизни для соединения частей металлических конструкций. Ее отличительными особенностями по сравнению с другими видами сварки являются:
- Относительно недорогой сварочный аппарат и расходные материалы, такие как электроды.
- Высококачественные сварные швы в популярных марках металлов, включая сплавы нержавеющей стали.
- Возможность проведения сварочных работ во многих труднодоступных местах – этому способствует его небольшой вес и простота подключения к электричеству.
Благодаря перечисленным преимуществам, данный метод используется как основной вариант для сварки металлических профилей толщиной 2 мм своими руками в домашних условиях.

Рис. 7 Сварка тонких профильных труб – вид шва

Как сварить водопроводную трубу – несколько проверенных вариантов. Если вы читаете о том, какими электродами сварить профильную трубу 2 мм, возможно, вам будет интересно прочитать о вариантах сварки трубы под давлением воды
Работы по дуговой сварке состоят из следующих этапов:
- Подготовьте концы свариваемой трубы, удалив ржавчину, затем расположите заготовки на необходимом расстоянии, чтобы заполнить шов металлом от расплавленного электрода, часто используя специальные приспособления.
- Включите сварочный аппарат, установив необходимую силу тока на встроенном индикаторе, вставьте электрод в держатель, подключенный к сварочному аппарату, другой конец присоедините к трубе.
- Определите положение свариваемых деталей относительно друг друга методом точечной сварки (прихватки), затем выполните электросварку, используя защитную одежду, сварочную маску и перчатки.
- По окончании работы удалите окалину и зачистите шов металлической щеткой.
Какие электроды следует использовать для сварки профильных труб диаметром 2 мм?
При выборе электродов для электросварки толщина свариваемых деталей напрямую зависит от их диаметра.
Необходимые данные можно получить из таблиц на упаковке или определить размеры самостоятельно, помня о том, что диаметр электрода примерно соответствует толщине стенки при значениях не более 4 мм.
Выбор режима сварки и типа электрода
Сила тока, проходящего через электроды, напрямую зависит от их диаметра и обычно указывается на упаковке. Кроме того, его можно взять из таблиц или рассчитать приблизительно, исходя из того, что 1 мм толщины электрода требует тока в 30 ампер.
Существует четыре основных типа электродов в зависимости от материала покрытия:
Читайте также: Правильная сварка полипропиленовых труб, видео
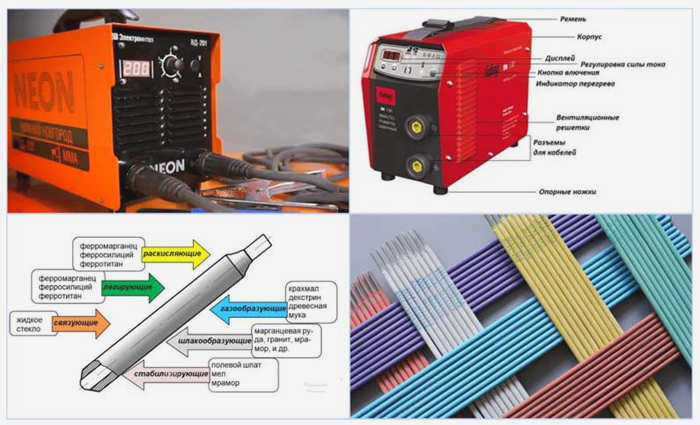
Рис. 10 Внешний вид аппарата для дуговой сварки и электрода
Рутиловые электроды с высоким содержанием диоксида титана очень легко воспламеняются во время работы – это позволяет производить сварку без удаления шлака из шва.
Приведенный выше список электродов показывает, что рутиловые типы наиболее подходят для сварки тонкостенных профилей; они легче всего свариваются и имеют наилучшее качество шва.
Для электросварки низкоуглеродистых стальных сплавов, из которых изготавливаются профильные трубы, чаще всего используются хорошие электроды марок УОНИ-13/55, МР-3, АНО-4; для сварки нержавеющей стали можно использовать марку ОК 63.34.
Определяя, например, каким электродом сварить профильную трубу 20х40, необходимо учитывать нагрузку, которую будет испытывать готовое изделие – если она достаточно высока, то лучше использовать электроды основного типа.
Как правильно сварить тонкие профильные трубы своими руками
При проведении работ в домашних условиях чаще всего для сварки профилей используется инвертор, отличающийся небольшим весом, простотой использования, широким диапазоном регулировок и наличием дополнительных функций, облегчающих работу.
Перед началом электрической сварки важно оптимизировать силу тока – для этого используют короткие отрезки профильной трубы, которые сваривают вместе, экспериментируя, чтобы найти правильный режим.
Вторая важная задача – определить правильную полярность подключения электродов. Хорошо известно, что контакт на плюсовой стороне имеет более высокую температуру нагрева, и при правильной полярности "минус" идет к электрододержателю, а "плюс" – к телу заготовки.
Изменение полярности приведет к большему нагреву электрода, что может привести к прогоранию швов, поэтому при электросварке тонкостенных деталей следует использовать прямую полярность.
При сварке более толстых деталей лучше использовать обратную полярность.

Рис. 12 Подготовка и ручное соединение труб
Обратная стыковая сварка профильных труб
Перед началом работ подготовьте ровную поверхность на соответствующем расстоянии от земли; предпочтительно использовать толстостенные квадратные или прямоугольные профили в качестве опоры, на которую будет помещен соединяемый металлический профиль. После того как трубы будут размещены на ровной поверхности, выполните сварочные работы в следующем порядке:
- Подготовьте профильные трубы к сварке. Для этого срежьте их концы под прямым углом с помощью шлифовальной машины и очистите от ржавчины с помощью той же шлифовальной машины или наждачной бумаги.
- Выровняйте две детали. Металлический уголок или любой плоский длинный предмет с ровной поверхностью помещается на их стороны, если профиль имеет сварной шов, он должен подойти. Расстояние между концами должно составлять 1-2 миллиметра для качественного сварного шва.
- Точечная сварка рутиловым электродом используется для соединения трубного профиля в нескольких местах. Сначала это делается в центре, затем свариваются угловые кромки, а если требуется точность, то соединяются все четыре угла и центральные кромки.
- Сварку выполняйте от края к центру, равномерно прогревая шов, не задерживаясь на одном участке, затем переверните деталь и повторите операцию с другой стороны. Новичкам лучше сваривать короткими участками с зачисткой, следя за тем, чтобы края успели расплавиться – это позволит избежать прожога металла.
- В конце работы шлаковое покрытие сбивают, если нужна ровная и гладкая поверхность, выступающий шов защищают шлифовальной машинкой.