Существует только один способ сварки тонкого металла электродом 3 мм, когда детали покрыты слоем цинка – это инверторная сварка с предварительным удалением поверхностного слоя на стыке. Эта процедура выполняется несколькими методами:

Как сварить электросваркой
В частном доме, бунгало, гараже и даже квартире – везде есть работы, требующие сварки металла. Особенно остро эта необходимость ощущается в процессе строительства. Здесь особенно часто требуется что-то приварить или отрезать. И если отрезать что-то можно угловой шлифовальной машиной, то для надежного соединения металлических деталей между собой остается только сварить. А если вы строите своими руками, то и сварочные работы можно выполнить самостоятельно. Особенно в тех местах, где красота сварного шва не требуется. В этой статье вы узнаете, как правильно сваривать.
Сварные металлические соединения на сегодняшний день являются самыми безопасными: компоненты или детали соединяются друг с другом. Это происходит в результате воздействия высоких температур. Большинство современного сварочного оборудования использует электрическую дугу для расплавления металла. Она нагревает металл в зоне воздействия до температуры плавления, и это происходит на небольшом участке. Поскольку используется электрическая дуга, сварочный процесс называется дуговой сваркой.

Виды дуговой сварки
Электрическая дуга может создаваться постоянным или переменным током. Для сварки переменным током используются сварочные трансформаторы, а для сварки постоянным током – инверторы.
Работа с трансформатором сложнее: ток переменный, потому сварочная дуга "прыгает", а само устройство тяжелое и громоздкое. Еще одна большая проблема – шум, который издают трансформатор и дуга во время работы. Есть еще один неприятный момент: трансформатор очень сильно "сушит" сеть. Возникают значительные колебания напряжения. Соседей такая ситуация не устраивает, да и бытовая техника может пострадать.
Инверторы в основном питаются от сети 220 В. Они небольшие и легкие (около 3-8 кг), работают тихо и практически не влияют на напряжение. Ваши соседи даже не поймут, что вы начали пользоваться сварочным аппаратом, если только не увидят вас. Кроме того, поскольку дуга возникает под действием постоянного тока, она не скачет и ее легче перемешивать и контролировать. Поэтому если вы решили научиться сваривать металл, начните с инверторного сварочного аппарата. О том, как выбрать инверторный сварочный аппарат, читайте здесь.
Как научиться сваривать
Все начинается с подготовки рабочей зоны. Особое внимание следует уделять безопасности при электросварке: существует возможность получения травм как от электричества, так и от высоких температур. Поэтому к подготовке следует отнестись серьезно.
Легче всего осваивать электросварку на толстом куске металла: это лучший способ практики. Помимо сварочного аппарата и машины, вам понадобятся сварочные ботинки (толстые перчатки) и сварочная маска. Вам также понадобится плотная одежда для защиты всего тела и прочные ботинки из толстой кожи. Они должны быть устойчивы к искрам и шлаку. Для удаления шлака также понадобятся молоток и металлическая щетка. Для защиты глаз понадобятся защитные очки.
Как подключить электрод
Сварочные работы для начинающих будут проще, если взять универсальный электрод диаметром 3 мм (точнее 3,2 мм). Они дороже, но с ними легче работать. Когда вы научитесь сваривать металл, можно попробовать использовать более дешевые, но лучше начать с этих.
Электрод помещается в держатель, прикрепленный к одному из сварочных кабелей. Существует два типа держателей – пружинные и винтовые. Если держатель электрода пружинный, нажмите на кнопку на держателе и вставьте электрод в появившееся отверстие. У винтового держателя поворачивается ручка. Открутите ее, вставьте электрод и зажмите его. Ни в коем случае не допускайте его шатания. Когда электрод установлен на место, можно подключать кабели.
Сварочный аппарат постоянного тока имеет два выхода: положительный и отрицательный. Также имеется два сварочных кабеля:
- один с металлическим зажимом – он подсоединяется к свариваемой детали;
- другой – к держателю электрода.
Какую полярность подключать для сварки, зависит от вида работ. Если речь идет об инверторах, то чаще всего плюс подключается к изделию, а минус – к электроду. Такой вариант называется прямой полярностью. Однако существует перечень работ, где используется обратная полярность: минус – к детали, плюс – к электроду (например, при сварке нержавеющей стали).
Как сваривать шов
Сварка в нижнем положении проста даже для начинающего сварщика. Все остальные позиции, напротив, требуют знания технологии. Для каждого положения существуют свои рекомендации. Ниже рассматривается техника для каждого типа шва.
Сварка вертикальных соединений
При сварке деталей в вертикальном положении расплавленный металл скользит вниз под действием силы тяжести. Чтобы избежать падения капель, используется более короткая дуга (кончик электрода находится ближе к сварочной ванне). Некоторые мастера, если электроды позволяют (не прилипают), упирают их в заготовку.
Подготовка металла (разделка кромок) производится в зависимости от типа сварки и толщины свариваемых деталей. Затем они скрепляются и соединяются друг с другом с интервалом в несколько сантиметров с помощью коротких поперечных швов – "прихваток". Эти швы предотвращают смещение деталей.
Вертикальный шов можно сваривать сверху вниз или снизу вверх. Проще работать снизу вверх: таким образом дуга толкает сварочную ванну вверх, не давая ей опускаться вниз. Это облегчает получение качественного сварного шва.
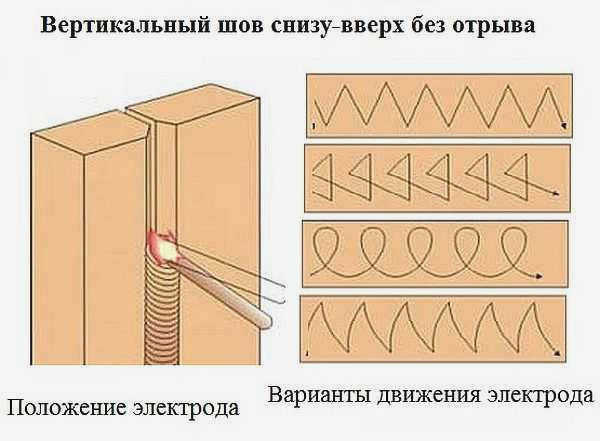
В этом видео показано, как выполнить вертикальный сварной шов, перемещая электрод снизу вверх без разрыва. Также демонстрируется техника короткой катушки. В этом случае движение электрода происходит только вверх и вниз, а горизонтальное движение отсутствует, что делает сварной шов почти плоским.
Соединение деталей в вертикальном положении может быть выполнено с помощью отрывной дуги. Это может быть удобнее для начинающих сварщиков: металл успевает остыть в процессе отрыва. При таком методе можно даже уложить электрод на полку сварочного кратера. Это проще. Схема движения почти такая же, как и без зачистки: из стороны в сторону, с петлями или "короткими перекатами" – вверх и вниз.
Удаление заусенцев со сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлак. Сам шов обычно выпуклый, выступающий над поверхностью. Все эти недостатки можно устранить: снять заусенцы.
Зачистка швов после сварки производится поэтапно. На первом этапе с помощью зубила и молотка с поверхности удаляются окалина и шлак. На втором этапе, при необходимости, сварной шов сравнивается. Для этого необходима шлифовальная машина, оснащенная металлическим шлифовальным кругом. В зависимости от того, насколько гладкой должна быть поверхность, используются абразивные зерна разного размера.
Направляющая с маятником
Сварщики также используют технику ведения палки в форме полумесяца. Его кончик перемещается по линии сварки по полукругу и, достигнув края, движется вперед и также возвращается по дуге, но в направлении предыдущего движения.
Эта техника позволяет получить сварной шов очень хорошего качества. Шов выглядит как черепки, сложенные друг на друга. Эстетически это, вероятно, уступает зигзагу, но такая схема движения обеспечивает прочный шов благодаря более глубокой сварочной ванне. При его использовании металл плавится глубже.

Прямое ведение
Самый простой способ сварки – вести электрод прямо. При этом сварной шов получается как можно более узким и высоким. Это быстрый и несложный способ. Однако при этой технике свариваемые детали нагреваются только в месте соединения, в результате чего площадь контакта с металлом получается небольшой, что может оказаться недостаточным.

При использовании этой техники начинающий сварщик может сваривать и длинным электродом, так как контроль наконечника обычно не требуется. Просто зажгите дугу и проведите ее по прямой линии. Важно только правильно установить ток.

Существует несколько простых, но важных рекомендаций по сварке тонких металлов инвертором для начинающих:
- Высокое качество сварных швов гарантировано, если во время сварки они тщательно осматриваются со всех сторон.
- Расстояние между электродом и свариваемым изделием (дуговой промежуток) должно быть равно диаметру электрода. Меньшее значение приведет к выпуклой форме сварного шва, а большее – к отсутствию шва.
- Чтобы визуально проверить расстояние между электродом и металлом, обратите внимание на светящуюся область в месте контакта. Появление красного пятна свидетельствует о процессе плавления – необходимом для получения сварного шва.
- Для получения максимально плотного соединения листового металла при сварке внахлестку детали должны быть прижаты друг к другу весом или зажаты.
- Чем меньше расстояние между швами при точечной сварке, тем меньше искажения.
- Наилучший наклон электрода для точечной сварки составляет от 45 до 90 градусов.
Полезная информация! Если необходимо максимально снизить нагрев, заготовки следует располагать вертикально. В этом случае угол контакта между электродом и металлом должен составлять 30-40 градусов. Движение осуществляется только вниз.
Коротко об основных моментах
Чтобы ответить на вопрос, как сварить тонкий металл инвертором, необходимо учесть ряд трудностей:
- Тонкий металл при перегреве сразу же сгорает.
- Дуговой промежуток мал, так как ток, подаваемый аппаратом, должен быть минимальным.
- Длинные сварные швы и тонкая структура приводят к короблению заготовки.
- Непроваренные участки и зарастание с обратной стороны шва часто сопровождают работу неопытного сварщика.
При соблюдении всех нюансов и технологий инвертор может дать прочный, качественный, долговечный и незаметный сварной шов. Однако для этого необходимо тщательно подобрать параметры оборудования и диаметр электрода – в зависимости от конкретной толщины материала. Существуют две основные техники – непрерывная для сварки внахлестку и прерывистая для стыковой сварки. Начинающим сварщикам для успешного выполнения сварочных работ следует учитывать рекомендации специалистов.