Как согнуть профильную трубу?

Изогнутые секции необходимы при строительстве дач, сараев, теплиц, заборов и даже гаражей. Толстостенные профили с большим сечением используются при строительстве крыш. Надежность и хороший внешний вид возведенной конструкции зависит от того, насколько правильно согнут профиль.



Специальные возможности
В отличие от труб с круглым сечением, согнуть квадратный или прямоугольный профиль сложнее. Из-за острых углов, с которых отливается профильная труба, в некоторых случаях необходимо частично согнуть профиль. Используются следующие подходы.
- Оказывая давление на трубу изнутри. Это может быть любая сыпучая или жидкая среда. Это поможет трубе принять правильную форму при сгибании, не сдавливая и не “сминая” внутреннюю часть.
- Нагрев профиля до температурыЭта температура близка к температуре, при которой сталь размягчается.
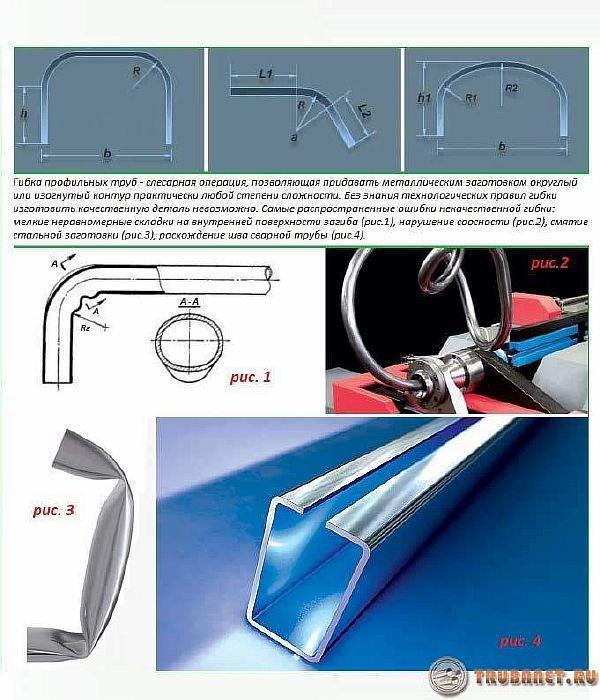
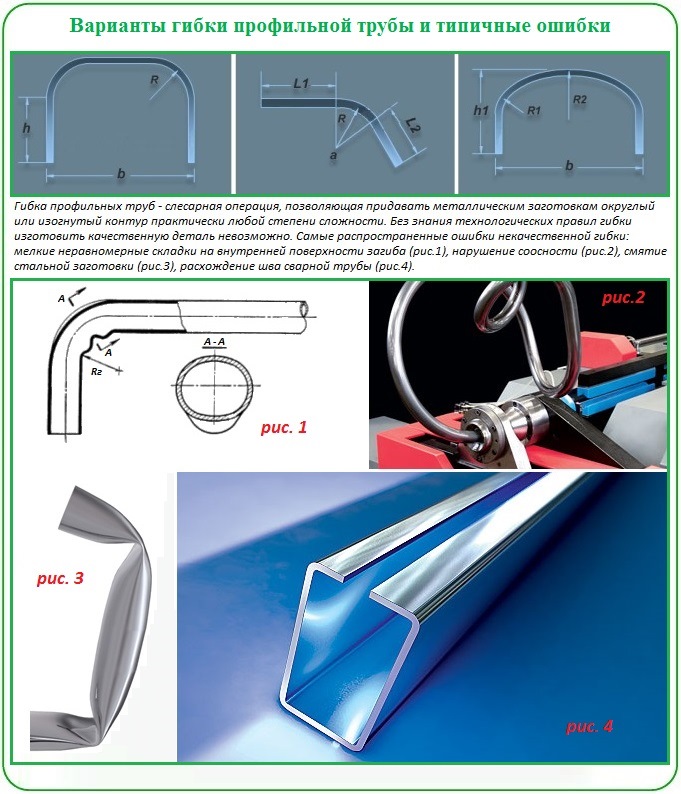
При изгибе трубы профиль подвергается сжимающему усилию на внутренней стороне изгиба и растягивающему усилию на внешней стороне. Стороны теряют правильное положение, заданное им на заводе.
Если радиусы изгиба не соблюдены, профиль сломается с внешней стороны и/или сплющится с противоположной стороны. Толщина стенок и размеры поперечного сечения также влияют на это. Поврежденный продукт не подлежит ремонту.


Что вам понадобится?
Самый быстрый метод – использовать профилегиб или трубогиб. Холодная гибка трубы до 10 мм квадратного или круглого сечения аналогична гибке арматуры. Достаточно по крайней мере 15-кратного внешнего радиуса круглой трубы или 15-кратной внешней ширины прямоугольной трубы. Если у вас нет доступа к промышленному трубогибу, где радиус изгиба устанавливается очень точно, вам помогут шлифовальная машина и сварочный аппарат. Но “сломанный” изгиб – это крайняя мера.
Холодная гибка также возможна с использованием простого патрона, изготовленного из другой трубы (или фитинга), и специального зажима с большой площадью зажима, позволяющего постепенно сгибать круглую или квадратную трубу. Этот метод используется, когда не требуется получить идеальный, равномерный изгиб.


Самодельный профилегиб в простейшем случае представляет собой перфорированную пластину, в которую вставляются штифты. Они располагаются так, чтобы сгибаемая труба проходила между ними, но предварительно они располагаются с обеих сторон по дуге. Другое решение – рычаг с овальным шаблоном, который действует как своеобразная форма, состоящая из параллельных плоскостей. Также используется специальный роликовый круг, который прокатывается по будущей зоне гибки: глубина гибки контролируется приложенным усилием. Все домашние методы сгибания требуют определенного навыка и опыта.

Методы
Согнуть профиль 40х20 или 20х20 в домашних условиях несложно. Все перечисленные ниже методы будут работать. Узкие трубы (менее 20*20), особенно тонкостенные, можно сгибать с помощью примитивного захвата или даже на любой изогнутой и гладкой поверхности.
Самое главное – не сгибать изделие на радиус меньше 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Например, размер 40 х 20 см, радиус изгиба не менее 0,3 м.


Угловая шлифовальная машина
С помощью эвакуатора (или углошлифовальной машины – электрического ручного станка с диском для резки металла) вы можете согнуть профильные трубы своими руками с помощью пропила. Они равномерно распределены, если их больше двух. Один край вызовет только острый прямоугольный изгиб. Чем больше перегибов, тем мягче изгиб. Это будет выглядеть как простая ломаная линия. Края нужны для того, чтобы излишки металла на внутренней стороне не образовывали складки, придавая трубе неприглядный вид.
Угол каждой грани определяется общий угол изгиба, деленный на количество вырезанных пазов. Чтобы обеспечить аккуратный внешний вид профильной трубы и предотвратить попадание дождевой воды, разрезы должны быть сделаны под острым углом на внешней стенке трубы, а не прямоугольными. Например, для изогнутой трубы с углом изгиба 180 градусов требуется угол 9 градусов для каждого из 20 изгибов. Этого можно добиться только на профиле с большими размерами и при использовании более тонких лезвий – или при выполнении пропилов пилой по металлу, а не шлифовальной машиной.


Для этого нет необходимости нагревать профиль. Бордюры размечаются и изготавливаются в соответствии с радиусом изгиба, требуемым заказчиком. В этом случае одна из стен – внешняя – остается целой, что позволит конструкции не развалиться, но труба теряет свою прочность. Стыки свариваются, чтобы придать трубе первоначальную прочность.
Этот метод называется холодной гибкой. Термообработка (сварка) производится после гибки, а не до, как в описанных ниже случаях. Недостатком является то, что внешняя и внутренняя поверхности колена ребристые, что препятствует плотному прилеганию к изогнутым конструкциям, например, при укладке композитных или пластиковых кровельных листов на каркас, собранный из таких труб.
Как согнуть профильную трубу на 90 градусов?
Как согнуть профильную трубу в домашних условиях с помощью трубогиба для теплиц и кровли или без него
Вы используете изогнутые металлические прутья для строительства теплицы, сарая или дренажной системы. Чтобы придать ему округлую форму, необязательно вызывать специалиста. Вы можете сделать это самостоятельно, используя подручные инструменты или трубогиб.
Как согнуть профильную трубу в домашних условиях без трубогиба
Средний домовладелец редко имеет в своем распоряжении специализированное оборудование. Поэтому необходимо знать, как правильно согнуть алюминиевые или стальные трубы для теплиц, навесов и других применений без трубогиба.
Вы можете согнуть металлический предмет в изогнутую форму без использования трубогиба, как холодного, так и горячего. В варианте холодной гибки используются мягкие, но прочные профили. Их рекомендуемый диаметр не должен превышать 40 мм. Они мягкие и с ними легко работать.
Метод горячей гибки подходит для профилей диаметром 40 мм и более. Для этого используется паяльная лампа, в которой предварительно нагревается металлический предмет. Это делает его более пластичным и гибким.
Перед началом работы составляется чертеж. Рассчитывается точка изгиба и радиус угла. Для этого необходимо учитывать следующие особенности профиля:
- Форма сечения. Он может быть квадратным, овальным, прямоугольным или плоским. Круглые трубы чаще всего используются в домашних хозяйствах.
- Площадь поперечного сечения и толщина стенок. Эти параметры влияют на мягкость и пластичность изделия.
- Высота профиля. От этого зависит максимальный радиус угла.
- Только правильно выбранный метод и грамотно рассчитанная конструкция гарантируют высокое качество результатов.
 Изображение – сгибание трубы без трубогиба.
Изображение – сгибание трубы без трубогиба.
Сгибание трубы с помощью сварочного аппарата и шлифовальной машины
Чтобы иметь возможность согнуть профильную трубу своими руками, необходимы тиски, сварочный аппарат и сварочный аппарат. Ниже приведены пошаговые инструкции, как это сделать:
- Арматура надежно зажимается в тисках.
- С помощью шлифовальной машины делаются небольшие надрезы в намеченных местах сгиба.
- Затем необходимо тщательно очистить заготовку от стружки и можно приступать к работе.
- Затем с помощью сварочного аппарата заварите зазоры. Паяльник используется, если конструкция не сложная и допуски небольшие.
На заключительном этапе продукт измельчается и покрывается антикоррозийным составом. Это необходимо для предотвращения преждевременного ржавления и износа.
Использование пружины для прямого лука
Высококачественная изогнутая арка может быть получена с помощью пружины. Для этого он должен соответствовать профилю так, чтобы его можно было легко вставить, а затем легко извлечь по окончании работы. Использование пружины позволяет согнуть заготовку в любую окружность. Кроме того, он защищает конструкцию от деформации и разрыва.
Песок используется для сгибания трубы.
Чтобы сделать качественную кривую из профиля в домашних условиях, используется песок. Вот как это делается:
- Закрепите заготовку в тисках. Если их нет, обеспечьте надежную опору, установив арматуру в углу стены или в грунте. Очень важно не перемещать изделие во время работы.
- Нижний край трубы затыкается деревянным клином.
- Внутрь помещается песок в качестве наполнителя. Это защищает заготовку от разрывов и коробления.
- Если профиль не гнется, его следует нагреть в местах сгиба горелкой.
Как сделать катушку
Мелкий, хорошо отсортированный песок засыпается в трубу змеевика, а выходные отверстия затыкаются пробками. Подготовленный кусок прикрепляется к булавке подходящего диаметра и оборачивается вокруг нее. После завершения работы готовая деталь фиксируется на месте на некоторое время для закрепления новой формы.
Видео обучение по гибке 20 мм трубы без трубогиба с использованием песка
Арка (тент) без трубогиба
Как известно, для кровли в форме арки, например, требуется труба с изогнутым сечением. Важно, чтобы все изгибы были одинаково изогнуты, иначе маркиза не будет работать. Сейчас мы рассмотрим, как это сделать без использования станка, трубогиба или других подобных приспособлений.
Нам понадобятся:
- Опора, над которой мы будем работать, – это, например, металлический стол;
- В качестве балки можно использовать трубу 80 x 60 или 50 x 50 мм длиной 3 метра. Однако этот метод универсален – поэтому не имеет значения, какой тип балки у вас в итоге получится;
- Труба 20×20 или 20×40 мм, которую вы будете сгибать.
Процедура (пошаговая инструкция):
- Разделите опору на 6 равных частей. Очень важно разделить его на 6 частей, независимо от того, насколько длинным вы хотите его сделать;
- На разделительных линиях приварите раскосы вплотную под углом 90 градусов к балке. Средняя полка – 250 мм, ближайшая к середине – 250 мм * 0,8888 = 222, 22 мм, и крайняя (самая маленькая полка) – 250 мм * 0,5556 = 138,9 мм;
 Фото: опоры, приваренные к балке
Фото: опоры, приваренные к балке
 Рисунок: установите профильную трубу на опоры и привяжите ее к балке веревкой
Рисунок: установите профильную трубу на опоры и привяжите ее к балке веревкой
Затем аккуратно согните трубу вокруг стоек и приварите ее к концам балки с помощью сварочного аппарата.
 Фото: Вот как мы получаем гнутую трубу для сарая
Фото: Вот как мы получаем гнутую трубу для сарая
Длина опор – это секрет изгибания профилированных труб в дугу для вашего навеса. Длина двух опор определяется длиной центральной стойки (в нашем случае 250 мм – вы можете взять другую длину, но не более 250 мм – иначе труба может сломаться при сгибании). Коэффициенты 0,8888 и 0,5556 действительны для всех длин опор и центральных стоек.
Для навеса вам понадобятся арки одинаковой кривизны. Их несложно изготовить самостоятельно. Перед началом работы необходимо выбрать место, где будут сгибаться прутья и собираться конструкция. Для этого хорошо подходит металлический стол.
В качестве балки можно использовать трубку 40 x 40 мм. Для изогнутых прутков подходят профильные трубы 20 x 20 мм.
Размер опорной планки выбирается индивидуально. Он прочно закреплен на столе и разделен на 6 равных частей. Стойки привариваются под углом 90 градусов к точкам разметки. Радиус изгиба зависит от размера стоек. Рекомендуемая длина опоры в центре составляет 250 мм. Столбы с каждой стороны уменьшаются на коэффициент 0,8888, что дает 222 мм. Крайние стойки уменьшены на коэффициент 0,5556 от центральных стоек и составляют 77 мм каждая. Эти коэффициенты универсальны для всех размеров балок и основных стоек.
Затем заготовка крепится веревкой к опоре с припуском 10-15 см. Затем он сгибается вокруг стоек и крепится сваркой к балке с другой стороны. Край, который ранее был обвязан веревкой, также приваривается к опорной балке. Арка оказывается равномерно изогнутой по радиусу.
Конструкцию можно использовать как с раскосами, так и без них. Для этого края должны быть хорошо сварены, а металлические прутья выбиты.
Для лучшего понимания того, как правильно согнуть секционную трубу для строительства сарая без использования трубогиба, вот видео:
Видеоинструкция о том, как согнуть секционную трубу для создания кровли (арки) без трубогиба
Теперь рассмотрим, как согнуть трубу уже с помощью трубогиба
Квадратные и круглые профили с толстыми стенками используются для сложных конструкций. Их трудно согнуть вручную, поэтому необходим трубогиб. Машины бывают двух видов:
- Руководство. Эти машины имеют простую конструкцию и стоят недорого. Они подходят для бытового использования.
- Автоматическая. Они относятся к профессиональным и используются специалистами. Они имеют высокую цену, поэтому не подходят для домашнего использования.
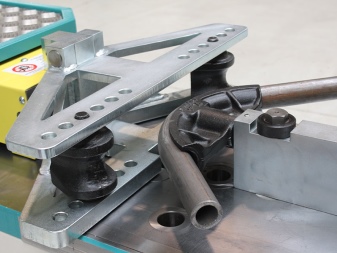
 Фото – Механический гибочный станок
Фото – Механический гибочный станок
Машины также различаются по принципу работы и бывают разных моделей. Рассмотрим наиболее практичный вариант:
- Трубогиб с арбалетом.
- Пружинный трубогиб.
- Сгибатель профиля.
- Дорн Бендер.
Работать с трубогибом удобно и просто. Он прочно удерживает профиль и оказывает на него равномерное давление. Радиус изгиба можно регулировать. Конечный результат – идеальная кривая.
Как согнуть профильную трубу для теплицы
Чтобы построить теплицу, вам понадобится профиль в форме кривой. Этого можно достичь только с помощью трубогиба. Его легко сделать своими руками. Он состоит из рабочей поверхности и нескольких валиков.
Чтобы согнуть профильную трубу в домашних условиях, необходимо работать со специальным устройством – трубогибом или профилегибом. Их особенностью является то, что они могут устанавливать коммуникации в устройство и фиксировать его в определенном положении. Давление, равномерно прикладываемое к внешним и внутренним углам, приводит к равномерному изгибу без резких провалов и трещин.
Рассмотрим пример криволинейной гибки профильной трубы для теплицы шириной 3 метра:
- Рекомендуемое сечение основного профиля – 20 x 40 мм, а вспомогательного – 25 x 25 мм.
- Чтобы получить изогнутую форму, пропустите ее через трубогиб 4 раза.
- После каждого прохода необходимо подтягивать крепежную нить для увеличения радиуса изгиба.
Эта работа выполняется для каждой детали, подлежащей изготовлению. В результате получаются идеальные, равномерно изогнутые профили в виде кривых.
Первый – это довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. Движение роликов заставляет трубу скользить по рабочему столу и изменять угол наклона без искажения желаемого полукруга.
Профессиональные устройства более удобны в использовании, но их стоимость часто превышает 20 000 рублей. Они используются для сложных работ, чаще всего необходимых для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точен буквально до десятых долей. Конечно, использовать станок удобнее на работе, но дома он практически не нужен, так как рассчитан на обработку большого количества труб за смену.
 Фото – ручной трубогиб
Фото – ручной трубогиб
Сгибание труб для теплиц в домашних условиях своими руками
Как согнуть квадратную трубу
Вам понадобится трубогиб, чтобы согнуть квадратный крепеж. Вы можете сделать это самостоятельно. Это не сложная установка, которая завершена:
- Стационарный профильный ролик;
- упаковочный валик;
- длинная рука.
Трубогиб считается самым простым, но очень практичным. Чтобы согнуть профиль, необходимо:
- Вставьте арматуру между роликами в месте изгиба;
- Убедившись, что заготовка правильно закреплена, переместите рычаг;
- Копировальный ролик начинает сжимать и сгибать заготовку.
Таким образом, арматура сгибается на любой необходимый угол.
Видео: Сгибание квадратных профилей
Сгибание квадратной трубы на 90 градусов
Прямоугольные секции трудно сгибать, и трудно получить хороший угол. Возможны складки, трещины и другие дефекты. Поэтому для получения хорошего угла в 90 градусов лучше использовать трубогиб. Здесь представлено видео о том, как правильно согнуть профильную трубу.
Преимущество использования трубогиба заключается в том, что вы можете очень легко и быстро согнуть трубы на 90 градусов. Смотрите видео ниже о том, как правильно это сделать:
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня нередко на крышах домов устанавливают теплицы из профилированных труб. Они устойчивы, долговечны и лучше пропускают свет, чем деревянные.
Чтобы собрать профильную конструкцию, необходимо согнуть ее под определенным углом. Кажется нереальным сделать это без специального оборудования. В этой статье мы рассмотрим возможные способы, как это сделать, и объясним – как согнуть без трубогиба трубы квадратного сечения в домашних условиях.
Каковы трудности при сгибании квадратной трубы?
Сгибаемая труба – это частично или полностью согнутая труба. Как вы знаете, профильные трубы обладают высокой степенью прочностиСгибание можно производить только под давлением или путем нагрева сгибаемого участка. В этом процессе на изделие действуют две силы:
- Компрессия – изнутри;
- Расширение – извне.
Именно в противоположном направлении этих сил и заключается сложность работы при огибании патрубка:
- В разных точках профилированная труба может по-разному реагировать на изгиб, что приводит к нарушению соосности, т.е. отдельные участки заготовки находятся на разных поверхностях.
- Труба не всегда выдерживает процесс растяжения и может согнуться или треснуть. Это более вероятно при неправильном выполнении процесса сгибания.
- Продукт может иметь складки, напоминающие гофры.
- В результате перегрева снижается прочность и нарушается структура.
- Боковые стенки сминаются – это происходит из-за чрезмерного давления при прохождении заготовки через гибочную конструкцию.
Чтобы избежать этих проблем, важно учитывать материал и размер трубы: толщину стенки, диаметр и угол изгиба.
Как форма и характеристики профильной трубы влияют на выбор метода гибки
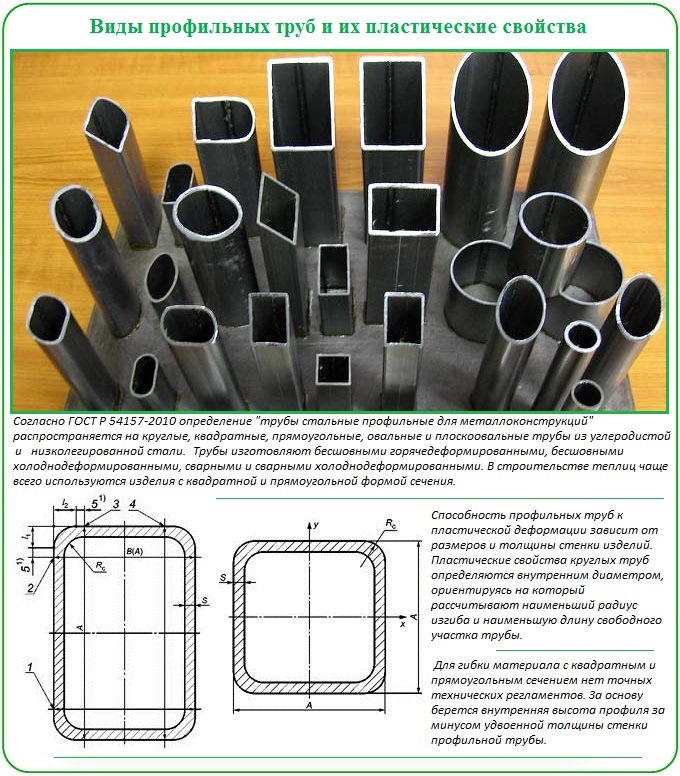
Профильные трубы не бывают круглой формы, Они бывают прямоугольными, овальными или квадратными.. Для изготовления теплицы вокруг дачи рекомендуется брать квадратные или прямоугольные модели, у них ровные стенки, на них легче установить покрытие.

Диапазон профилей огромен. Они имеют разные геометрические параметры. Основными из них являются размер поперечного сечения и толщина стенки. Пластичность имеет большое значение, от этого параметра зависит возможный радиус изгиба. Стоит отметить, что нагретая профильная труба обладает повышенной пластичностью, поэтому ее легче согнуть.
Существует два технологических метода:
- “холодный” – без воздействия температуры;
- “горячий” – секция предварительно нагревается.
Кроме того, труба из материала с низким содержанием лигатуры и углерода обладает повышенной гибкостью и может “пружинить” при сгибании, поэтому ее не используют для производства теплиц. Профилированные трубы диаметром 2 мм не рекомендуется использовать, так как они имеют низкий показатель прочности в месте изгиба.
Не существует строгих правил по выбору метода гибки для квадратных труб, только для овальный. Согласно этим стандартам, “горячая” технология применяется к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают “холодный” метод для материала трубопровода диаметром менее 10 мм, а от 40 мм и выше гнут под воздействием тепла.
Рекомендуется выполнить пробный изгиб в домашних условиях – один конец профильной трубы зажать в тисках, а на другой конец надеть трубу большего диаметра. Этот рычаг следует затягивать, сгибая заготовку – она легко гнется, тогда нет необходимости ее нагревать. Только вам решать, какой из этих методов сгибания вы будете использовать в домашних условиях.
Методы гибки зависят от типа материала, из которого изготовлена труба:
- Стальной прокат – сварной, с обрезкой;
- Сталь – с подогревом;
- Пластик или алюминий – любой вариант, так как материал мягкий.

Квадратные прутки различаются по поперечному сечению и размеру стенок. Эти факторы влияют на угол изгиба.
В этом вопросе есть много инженерных нюансов. Однако для работы на дому не обязательно знать их все. Важно лишь обратить внимание на следующие аспекты.
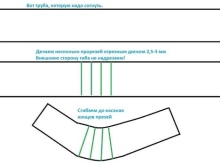
- Тонкие изделия с поперечным сечением до 20 мм должны быть согнуты без трубогиба на участке, высота которого в 2,5 раза больше высоты самой трубы.
- Толстые металлические изделия можно сгибать на площади, в три раза превышающей поперечное сечение. Если этот момент проигнорировать, металл потрескается снаружи или деформируется внутри.
- Сгибание квадратной трубы опасно в одном отношении: возникновение трещины в месте операции, в результате чего деталь отправляется в окончательный брак.
- Ограничивающим условием является то, что минимальный радиус не должен быть меньше, чем в два с половиной раза больше размера поперек изгиба. Например, для детали толщиной 40 мм минимальный внутренний радиус составляет 40 x 2,5 = 100 мм.
Перед сгибанием стальной профильной трубы необходимо запомнить еще одно правило.

Изделие имеет тенденцию возвращаться к своей первоначальной форме после сгибания. По этой причине лучше согнуть немного больше, чем нужно, в соответствии со схемой. Если согнуть заготовку еще немного, то получится закругление, как показано на рисунке.
Все эти условия должны быть учтены до начала работ, иначе нет смысла надеяться на качественный результат.
Как согнуть профильную трубу без трубогиба?
В общем, при строительстве сарая или возведении теплицы на даче берутся профильные трубы небольшого размера, при этом точность угла изгиба не критична, поэтому для изгиба подходят подручные средства.
Конечно, лучше проводить эту процедуру в отдельном помещении с верстаком и различными инструментами.
Также следует подготовить защитную одежду для защиты от пыли, стружки, искр и при работе с паяльной лампой.
Если вы выполняете сгибание в домашних условиях, вам необходимо это учесть:
- Размер изгиба.
- Строительные материалы.
- Размер толщины стенки.
- Площадь поперечного сечения.
Измерения деформации профильной трубной продукции проводятся в допустимых пределах, установленных для поперечного сечения и толщины стенки.
При работе необходимо следить за тем, чтобы поперечное сечение не было сплющено и чтобы не было внутренних перегибов.
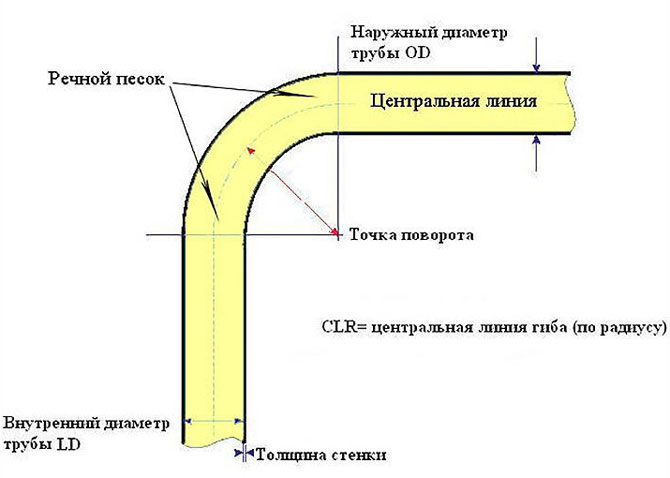
Как гнуть с предварительным нагревом (заполненным песком)
Для того чтобы получить качественный и ровный изгиб на профильной трубе, используя “горячий” метод, необходимо предварительно заполнить изделие песком. Поскольку работа будет связана с горячим металлом, необходимо выполнять ее в брезентовых рукавицах.
Шаг за шагом сгибание квадрата происходит следующим образом:
- В патрубок с одного края вставляется деревянный клин. Его длина должна быть в 10 раз больше ширины основания. Площадь основания равна 2 площадям отверстия в покрываемой заготовке.
- В трубу засыпается мелкий песок, он предварительно просеивается и высушивается (обжиг при температуре + 150 градусов). С помощью воронки профиль заполняется песком. Песок засыпается порциями, чтобы обеспечить плотное и равномерное размещение внутри. При этом стенки элемента простукиваются деревянным молотком.

- С другой стороны также вбивается клин.
- Заглушки должны быть подобраны в соответствии с внутренним размером профиля. На одном из них сделаны 4 продольные прорези для выхода газа, образующегося при нагревании песка.
- Место сгиба отмечается мелом.
- Профиль зажимается с помощью тисков. Если заготовка имеет сварочный шов, он должен находиться сбоку.
- Отмеченный мелом участок прогревается газовой горелкой.
- Квадратный профиль сгибается аккуратно, без резких движений, но с усилием. Это делается в один прием.
- Затем детали оставляют остывать, а результат сравнивают с шаблоном.
- Если изгиб выполнен правильно, пробки удаляют и высыпают песок.
Если вы сгибаете квадратную трубу со сварными швами, они должны располагаться снаружи сгиба, а не внутри, иначе сварной шов разойдется.
Этот метод подходит только в том случае, если вы делаете изгиб угла один раз. При многократном нагревании металл теряет свою прочность.
Можно согнуть трубное изделие, заполненное песком, без нагрева, но это более сложный процесс.
7 способов гнуть без предварительной термической обработки (холодный метод)
Гнуть профильную трубу “холодным методом” можно с помощью различных устройств без предварительного нагрева. Давайте посмотрим, как согнуть профиль без предварительного нагрева.
- Сгибание с наполнением – вода. Этот вариант дешевле, не требует нагрева, предназначен для труб небольшой толщины из дюралюминия и латуни. Его особенно удобно использовать зимой, при отрицательных температурах.
Процедура не является сложной:
- один конец заготовки затыкается пробкой;
- Другой конец заполняется водой, а затем герметизируется;
- профиль выносят на улицу и оставляют на холоде до застывания воды;
- труба гнется, когда в ней замерзает вода, это легко;
- продукт вносят в тепло, жидкость размораживают и сливают воду.
Этот метод рекомендуется для труб из цветных металлов, так как они не подвержены коррозии.
2. С помощью гибочной пластины – Метод предназначен для гибки квадратных труб из стали или алюминия. Плита – это панель, в которой используется толстый лист металла. Он приварен к столбу, установленному на импровизированном возвышении. Чтобы согнуть, необходимо выполнить несколько шагов.
Как согнуть трубу на 90 градусов без трубогиба
Изгибание трубы часто необходимо при установке сервисных соединений. Если работу выполняют профессионалы, то все проходит относительно быстро и гладко, поскольку компании данного профиля обладают не только необходимыми знаниями и опытом, но и нужными инструментами. Но что делать, если вам нужно согнуть трубу на 90 градусов в домашних условиях, а трубогиба под рукой нет? Рассмотрите все варианты проведения таких работ.

Сгибание конструкции на 90 градусов вручную
Согнуть трубу на 90 градусов без трубогиба можно всего за несколько шагов. В противном случае структура просто деформируется. Как правило, достаточно 5-6 сложений.
Как выполняется работа? Возьмите трубу руками, постепенно сгибайте ее под опорой большого пальца. Затем переместите пальцы на один сантиметр и сделайте то же самое. Проделайте это еще пять или шесть раз. Работать вручную без трубогиба не так просто, как кажется на первый взгляд. Поэтому рекомендуется заранее согнуть ненужные участки трубы.

Этот метод подходит для конструкций 16, 18 и 20 мм. Однако работы могут проводиться и на больших диаметрах. Стоит учесть, что в этом случае это займет больше времени.
Сгибание конструкции на 90 градусов путем нагревания
Алюминиевые или стальные конструкции можно сгибать с помощью газового резака. Для этого конструкцию зажимают в тисках, а затем нагревают в месте планируемого изгиба. Горелку можно убрать, когда металлический лист, поднесенный к нагретой зоне, начинает дымиться. Если конструкция стальная, цвет в точке нагрева должен быть красным.

Гибка труб с помощью плоской пластины
Для этого конструкция зажимается в держателе. Затем производится изгиб вдоль пластины. Это простой метод, не требующий больших вложений. Единственным недостатком является неизменная кривизна пластины. Однако для работы можно использовать заготовки с различной кривизной. Этот метод позволяет сгибать стальную конструкцию. Однако длина трубки должна быть достаточно большой.

Сгибание трубы с помощью металлической пружины
Этот метод позволяет сгибать трубы из цветных металлов на угол до 90 градусов. Они должны быть достаточно пластичными. Зачем нужна металлическая пружина? Это предотвращает деформацию конструкции. Размер пружины должен соответствовать внутренним размерам трубы. Он вставляется в конструкцию и затем сгибается.

Гибка труб с помощью песка
Этот метод позволяет согнуть трубу из алюминия под углом 90 градусов. Метод очень прост. Внутренняя часть конструкции должна быть заполнена песком. Затем на концы надеваются заглушки. Необходимое пространство обогревается. Нагрев можно производить любым инструментом: паяльником, газовой горелкой и т.д. После надлежащего нагрева можно приступать к гибке. Зачем вам нужен песок? Подобно металлической пружине, он помогает предотвратить деформацию конструкции. По окончании работ удалите заглушки из труб, а затем удалите песок из пустот. Обратите внимание, что если вам нужно согнуть оцинкованные конструкции, помните, что их нельзя нагревать, так как это приведет к деформации изделия.
Если вас интересует, как согнуть трубу на 90 градусов без трубогиба, рекомендуем ознакомиться с информационными материалами: фото, видео. Таким образом, вы сможете узнать больше информации, увидеть, как профессионалы выполняют свою работу, обратить внимание на различные хитрости и нюансы.
Как согнуть профильную трубу?
- Характеристики
- Что вам понадобится?
- Методы
- Рекомендации
Гнутая профильная труба – обязательный элемент при строительстве беседок, навесов, теплиц, заборов и даже гаражей. Толстостенные профили с большим поперечным сечением используются при строительстве крыш зданий. Надежность и хороший внешний вид возведенной конструкции зависит от того, насколько правильно согнут профиль.
Специальные возможности
В отличие от труб с круглым сечением, согнуть квадратный или прямоугольный профиль сложнее. Из-за острых углов, под которыми отливается профильная труба, изгиб профиля в некоторых случаях должен быть частичным. Используются следующие подходы.
- Оказывая давление на трубу изнутри. Это может быть любая сыпучая или жидкая среда. Это поможет трубе принять правильную форму при сгибании, без прогибов и “складок” внутри.
- Нагрев профиля до температурыблизка к температуре, при которой сталь размягчается.
При изгибе трубы профиль подвергается сжимающему усилию на внутренней стороне изгиба и растягивающему усилию на внешней стороне. Стороны теряют правильное выравнивание, заданное им на заводе.
Если радиусы изгиба не соблюдены, профиль сломается с внешней стороны и/или сплющится с противоположной стороны. Толщина стенок и размеры поперечного сечения также влияют на это. Поврежденный продукт не подлежит ремонту.
Что вам понадобится?
Самый быстрый метод – использовать профилегиб или трубогиб. Холодная гибка трубы диаметром до 10 мм, квадратной или круглой, аналогична гибке арматуры. Достаточно не менее 15 наружных радиусов для круглой трубы или не менее 15 значений для прямоугольной трубы большей ширины. Для сгибания квадратного профиля потребуется Если у вас нет доступа к промышленному трубогибу, где радиус изгиба регулируется очень точно, вам помогут болторез и сварочный аппарат. Но “сломанный” изгиб – это крайняя мера.
Холодная гибка также возможна с использованием простого патрона, изготовленного из другой трубы (или фитинга) и специальной рукоятки с большой площадью захвата, которая позволяет поэтапно сгибать круглую или квадратную трубу. Этот метод используется, когда не требуется получить идеальный, равномерный изгиб.
Самодельный профилегиб в простейшем случае представляет собой перфорированную пластину, в которую вставляются штифты. Они располагаются так, чтобы сгибаемая труба проходила между ними, но предварительно они располагаются с обеих сторон по дуге. Другое решение – рычаг с овальным шаблоном, который действует как своего рода форма, состоящая из параллельных плоскостей. Также используется специальный роликовый круг, который прокатывается по сгибаемому участку: глубина сгиба контролируется прилагаемым усилием. Все домашние методы сгибания требуют определенного навыка и опыта.
Методы
Согнуть профиль 40×20 или 20×20 в домашних условиях несложно. Все перечисленные ниже методы будут работать. Трубки с узким профилем (менее 20×20), особенно тонкостенные, можно сгибать с помощью примитивного захвата или даже на любой изогнутой и гладкой поверхности.
Главное – не сгибайте изделие на радиус меньше 10-15 сторон (значения ширины) профтрубы, не делайте резких движений. Например, размер 40 х 20 см, радиус изгиба не менее 0,3 м.
Использование угловой шлифовальной машины
С помощью угловой шлифовальной машины (или электрической угловой шлифовальной машины с диском для резки металла) вы можете самостоятельно согнуть профильную трубу с помощью краевых надрезов. Если их больше двух, они располагаются равномерно. Один край вызовет только острый прямоугольный изгиб. Чем больше перегибов, тем мягче изгиб. Это будет выглядеть как простая ломаная линия. Края нужны для того, чтобы излишки металла на внутренней стороне не образовывали складки, придавая трубе неприглядный вид.
Угол каждой грани определяется общий угол изгиба, деленный на количество вырезанных пазов. Для того чтобы профилированная труба имела аккуратный внешний вид и предотвращала попадание дождевой воды внутрь трубы, срезы должны быть не прямоугольными, а под острым углом на внешней стенке трубы. Например, для изогнутой трубы с углом изгиба 180 градусов требуется угол 9 градусов для каждого из 20 изгибов. Этого можно добиться только на больших участках и с использованием более тонких полотен – или делая пропилы ножовкой, а не шлифовальной машиной.
Для этого нет необходимости нагревать профиль. Бордюры размечаются и изготавливаются в соответствии с радиусом изгиба, требуемым заказчиком. В этом случае одна из стен – внешняя – остается целой, что позволит конструкции не развалиться, но труба теряет свою прочность. Чтобы придать трубе первоначальную прочность, стыки свариваются.
Этот метод называется холодной штамповкой. Термообработка (сварка) проводится после гибки, а не до, как в описанных ниже случаях. Недостатком является то, что внешняя и внутренняя поверхности колена ребристые, что препятствует плотному прилеганию к изогнутым конструкциям, например, при укладке композитных или пластиковых кровельных листов на каркас, собранный из таких труб.
Как согнуть профильную трубу самостоятельно в домашних условиях без использования трубогиба
Необходимость согнуть профильную трубу в домашних условиях возникает нечасто. Чаще всего с этой задачей сталкиваются владельцы дач или частных домов – люди, которые привыкли все делать своими руками.
В чем заключается сложность сгибания профильной трубы?
Независимо от формы профильной трубы, суть процесса гибки заключается в придании изделию частичного или полного изгиба. Этого можно достичь только путем приложения определенной внешней силы – только давления или комбинации тепла и давления.

С физической точки зрения, существуют две противоположные силы, которые одновременно действуют на профильную трубу во время сгибания:
- Растягивающее усилие. Появляется на внешней стороне изгиба.
- Сила сжатия. Появляется на внутренней стороне изгиба.
Противоположное направление этих сил является причиной некоторых трудностей, часто возникающих при сгибании труб:
- Различные участки трубы в зоне изгиба могут по-разному менять форму, что неизбежно приводит к несоосности.
- Стенка трубы с внешней стороны изгиба может потерять прочность или даже лопнуть под воздействием сильного напряжения.
- С другой стороны, на внутренней стороне сгиба при сжатии часто образуются складки.

Чтобы избежать подобных проблем и не оказаться в ситуации, когда вместо идеально согнутой трубы вы получаете мятую металлическую поверхность, всегда стоит учитывать тип материала и множество геометрических параметров изделия: толщину стенки, диаметр сечения, радиус изгиба. Знание этих характеристик позволит вам выбрать наилучший метод сгибания.
Обратите внимание! Эксперты утверждают, что профильные трубы с толщиной стенки менее 2 мм гнуть нельзя. Прочность на изгиб будет довольно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Как пользоваться трубогибом
Согнуть профильную трубу (особенно изделия большого диаметра) своими руками не всегда возможно. Для этого существуют специальные устройства – трубогибы. Стандартный трубогиб оснащен приводным колесом, которое перемещается вдоль одного из краев и аккуратно сгибает участок трубы в нужном направлении.

Существует два типа гибочных станков:
- Руководство. Маховик машины приводится в действие вручную с помощью специальной рукоятки. Хорошо подходит для труб с небольшим поперечным сечением.
- Электричество. Применение таких устройств оправдано в тех случаях, когда объем работ достаточно велик, но сами трубы имеют прочные размеры. Машина подключается к стандартной электрической сети, а колесо перемещается с помощью электропривода. Это позволяет получать более гладкую продукцию со значительной экономией времени.
Если работа носит разовый характер, покупка собственного трубогиба может оказаться нерентабельной. В этом случае стоит подумать о найме станка или рассмотреть один из альтернативных методов гибки.
Можно ли согнуть трубу в домашних условиях
Если труба не очень большая и точность изгиба не критична, ее можно согнуть в домашних условиях.
Конечно, лучше иметь отдельное помещение, оборудованное верстаком, тисками и другими необходимыми инструментами. Кроме того, в процессе работы вам, скорее всего, придется использовать шлифовальную машину, сварочный аппарат или источник открытого огня. Частный дом или квартира для этого не подходят.
Еще один важный совет. Металл – это достаточно гибкий материал, который при деформации стремится вернуться к своей первоначальной форме. По этой причине сгибайте трубу под несколько большим углом, чем предусмотрено проектом. Металл отклонится на несколько градусов, и мы получим именно тот радиус изгиба, на который рассчитывали изначально.

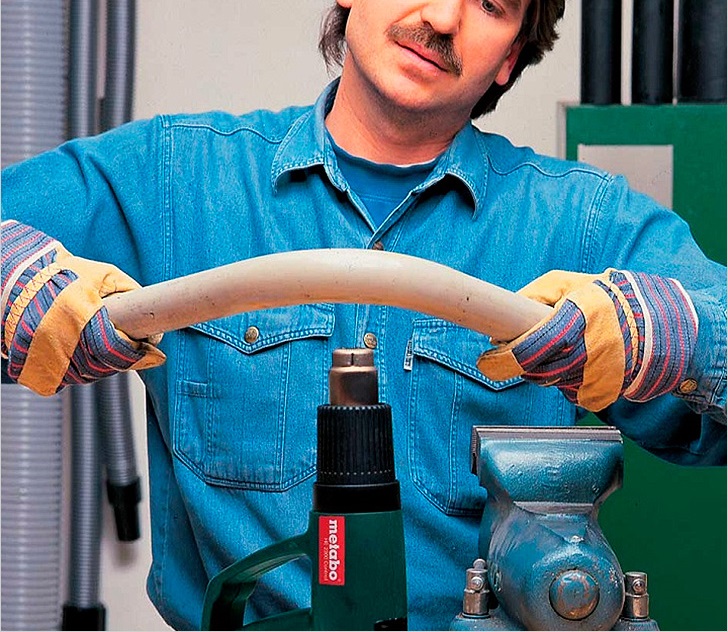
Для облегчения процедуры гибки участок трубы может быть предварительно нагрет. Нагретый металл становится более пластичным и гибким, что значительно облегчает процесс. Наиболее часто используемыми нагревательными инструментами являются:
- газовая горелка,
- воздуходувка.
Труба нагревается точно в месте будущего изгиба (длина пятна нагрева равна шести диаметрам трубы).
Стоит помнить, что повторяющиеся циклы нагрева и охлаждения неизбежно делают металл более хрупким.
Альтернативные методы сгибания
К счастью, для сгибания труб не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно придумала не один способ добиться желаемого результата без использования трубогиба.
Мы используем кофемолку
В месте, где труба должна быть согнута с помощью трубошлифовальной машины, делается несколько поперечных надрезов. Чем меньше должен быть радиус изгиба, тем больше поперечных разрезов необходимо сделать. В большинстве случаев достаточно трех. Затем профильная труба сгибается без особых усилий, а срезы свариваются.
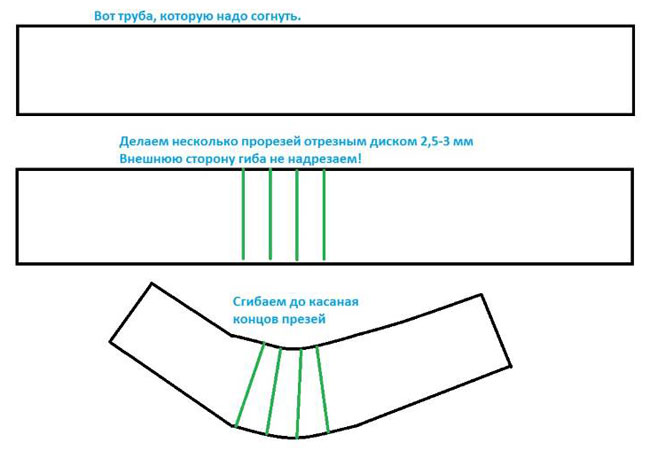
Если сварные участки тщательно зашлифовать, то полученное изделие будет выглядеть очень достойно.. В месте сгиба не образуется морщин и не теряется прочность. Но идеальной округлости этот метод не даст, так как изгиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Весенний метод
Для изготовления пружины вам понадобится стальная проволока диаметром 2 мм. Проволока изгибается по форме профиля таким образом, что сторона каждого сегмента на несколько миллиметров меньше соответствующей стороны профиля трубы и может свободно перемещаться по его внутренней длине.
Затем пружина просто вставляется в трубу и сгибается до необходимого радиуса. Участок трубы может быть нагрет для облегчения сгибания.
Внимание. Чтобы избежать проблем с извлечением пружины из углубления профильной трубы после процесса гибки, к ближайшему концу пружины следует прикрепить кусок проволоки.
Заполнение трубки песком
Этот метод удивительно прост и эффективен, поскольку все необходимые материалы буквально лежат рядом:
- Заранее подготовьте два деревянных клина, которые смогут плотно закрыть углубление для трубы.
- Деревянный клин плотно вдавливается в конец трубы.
- Заполните трубу песком, предварительно просеянным и высушенным.
- Вбейте второй клин.
Затем один конец трубы закрепляется и сгибается. Участок трубы можно также подогреть, чтобы облегчить работу. По окончании работы клинья удаляются, а песок высыпается.

Использование твердого песчаного слоя поможет предотвратить деформацию, обеспечивая ровный и плотный изгиб.
Поможет простая вода.
Один конец профильной трубы закрывается заглушкой, и в полость заливается вода. Необходимым условием является наличие температуры ниже точки замерзания, достаточной для замерзания жидкости. Когда вода замерзнет, труба согнется без особых проблем, и изгиб будет красивым и прочным.
Этот метод подходит для труб из цветных металлов, не подверженных коррозии.
Необходимые инструменты
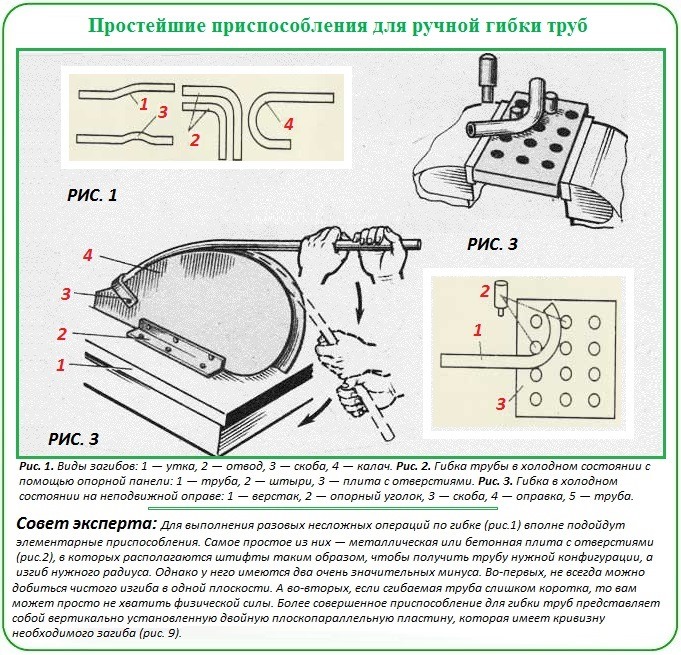
Чтобы выполнить работу по сгибанию профильной трубы без использования специального трубогиба, вам понадобится одно из этих простых приспособлений:
Как согнуть трубу на 90 градусов без трубогиба?
Изгибание трубы часто необходимо при прокладке коммуникаций. Если работу выполняют профессионалы, она проходит относительно быстро и легко, поскольку такие компании обладают не только необходимыми знаниями и опытом, но и нужными инструментами. Но что делать, если вам нужно согнуть трубу на 90 градусов в домашних условиях, а трубогиба под рукой нет? Давайте рассмотрим все варианты выполнения такой работы.
Ручное сгибание конструкций на 90 градусов
Вы можете согнуть трубу на 90 градусов без трубогиба всего за несколько шагов. В противном случае конструкция просто деформируется. Как правило, достаточно 5-6 изгибов.
Как выполняется работа? Возьмите трубу руками, постепенно сгибайте ее под опорой большого пальца. Затем переместите пальцы на один сантиметр и сделайте то же самое. Проделайте это еще пять или шесть раз. Работать вручную без трубогиба не так просто, как кажется. Поэтому рекомендуется предварительно сгибать ненужные участки трубы.
Этот метод подходит для конструкций 16, 18 и 20 мм. Однако работы могут проводиться и на больших диаметрах. Стоит учесть, что в этом случае это займет больше времени.
Сгибание конструкции на 90 градусов путем нагревания
Алюминиевые или стальные конструкции можно сгибать с помощью газового резака. Конструкция зажимается в тисках и нагревается в месте, где она должна быть согнута. Горелку можно убрать, когда металлический лист, поднесенный к нагретой зоне, начинает дымиться. Если конструкция стальная, цвет в точке нагрева должен быть красным.
Гибка труб с помощью плоской пластины
Для этого конструкция зажимается в держателе. Затем производится изгиб вдоль пластины. Это простой метод, не требующий больших вложений. Единственным недостатком является неизменная кривизна пластины. Однако можно использовать объекты с различной кривизной. Этот метод позволяет сгибать стальную конструкцию. Однако длина трубки должна быть достаточной.
Гибка труб с помощью металлической пружины
Этот метод позволяет сгибать трубы из цветных металлов на угол до 90 градусов. Они должны быть достаточно пластичными. Зачем нужна металлическая пружина? Это предотвращает коробление конструкции. Размер пружины должен соответствовать внутренним размерам трубы. Он вставляется в конструкцию и затем сгибается.
Гибка труб с помощью песка
Этот метод позволяет согнуть трубу из алюминия под углом 90 градусов. Метод очень прост. Внутренняя часть конструкции должна быть заполнена песком. Затем на концы надеваются заглушки. Необходимое пространство обогревается. Нагрев можно производить любым инструментом: паяльником, газовой горелкой и т.д. После надлежащего нагрева можно приступать к гибке. Зачем вам нужен песок? Кроме того, подобно металлической пружине, он предотвращает деформацию конструкции. По окончании работ удалите заглушки из труб, а затем удалите песок из пустот. Обратите внимание, что если вам необходимо согнуть оцинкованные конструкции, не нагревайте их, так как это приведет к деформации изделия.
Если вас интересует, как согнуть трубу на 90 градусов без трубогиба, рекомендуем ознакомиться с информационными материалами: фото, видео. Так вы сможете узнать больше информации, увидеть, как профессионалы выполняют эту работу, обратить внимание на различные хитрости и нюансы.
Как вручную согнуть профильную трубу в домашних условиях без трубогиба
Разновидность металлопроката – прямоугольное или квадратное сечение профильной трубы находится на вершине продаж металлоконструкций. Внешний вид профильных труб отличается от своих соседей из круглого металлопроката прямоугольной или квадратной формой сечения.

Конструктивно профильные трубы представляют собой линейные полые изделия с толщиной стенки от 1 до 8 мм с различными размерами линейного сечения и удельным весом. Из-за специфической прямоугольной формы в поперечном сечении появляются четыре усиливающих ребра для обеспечения дополнительной прочности. Этот факт объясняет повышенную способность выдерживать статические нагрузки и боковые усилия. Квадратные трубы не подходят для заполнения и транспортировки жидкостей и газообразных веществ.
Профильные трубы используются для изготовления несущих элементов, опорных балок и каркасов перегородок.
Основные характеристики
Профилированные трубы изготавливаются путем сварки листового металла или прокатки на специальных валках. Основными документами, регламентирующими производство и продажу, являются ГОСТы. Чтобы не ошибиться и правильно выбрать трубу, рекомендуется ознакомиться с ее основными техническими характеристиками:
- Тип сечения. Среди основных типов профилей наиболее популярными геометрическими формами являются квадратные, прямоугольные или овальные. Параметры типа профиля являются основными классификаторами общего ассортимента трубной продукции.
- Размеры поперечного сечения линии. Для прямоугольных изделий важны геометрические размеры поперечного сечения – ширина и высота – и длина прокатного профиля.
- Толщина стенки. Этот параметр влияет на область применения проката, степень его надежности, вес изделия, а также на качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра учитывается во многих инженерных расчетах при определении допустимой нагрузки на несущие конструкции.
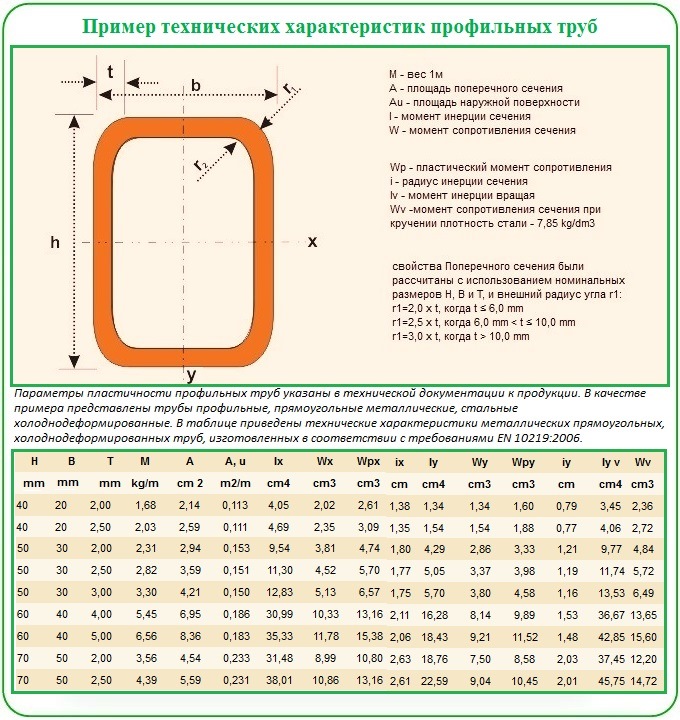
Информационная таблица для ряда труб квадратного сечения
- Таблица используется для определения соответствующего удельного веса на метр линейной трубы.
Сгибание труб без радиуса
При создании пространственного каркаса дизайнеры сталкиваются с необходимостью изготовления элементов, в которых секции труб соединяются под прямым (90 градусов) или острым (например, 45 градусов) углом. Можно нарезать профили, а затем сварить их вместе. Однако есть и другой способ решения этой проблемы:
- Сделайте отметку для будущего выреза.
- Вырежьте излишки металла.
- Сделайте сгиб, соединив обрезанные края. Приварите металл вдоль края.
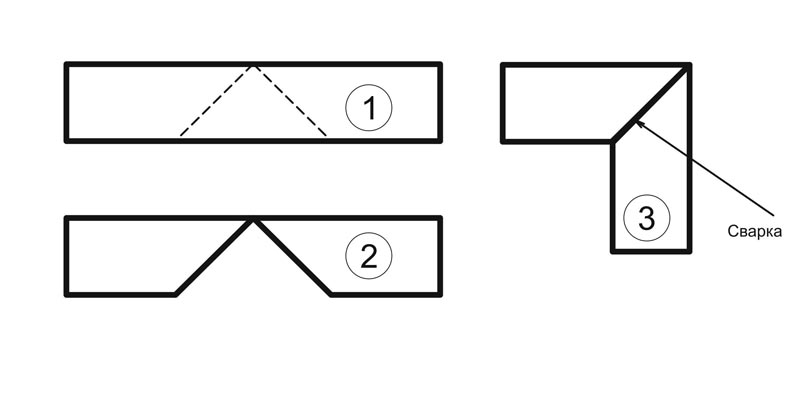
Технологическая схема для гибки под прямым углом и подрезания:
1 – разметка; 2 – вырезание лишнего металла; 3 – сгибание и сварка кромки
Этот метод позволяет получить достаточно прочный компонент, в котором часть металла остается неповрежденной.
Если не обрезать, излишкам металла некуда будет деваться. В результате получается непривлекательный продукт.

Простая гибка профильной трубы без обрезки
Каковы причины этого явления? Чтобы понять, как работает прямой изгиб, рассмотрим схему.

Диаграмма формирования изгиба в трубе
При наличии оправки производится изгиб:
- Один конец закреплен на месте.
- Поверхность заготовки упирается в поверхность основания, относительно которого должен перемещаться другой конец.
- Прикладывается сила и создается новая поверхность.
Внутри видна центральная линия, вдоль которой согнута трубка.
Подобные явления происходят не только в полых изделиях. Подобные явления также происходят в твердых компонентах, в которых слои смещены друг относительно друга.
Сущность и проблемы гибки прокатных профилей
Гибка металлических изделий, независимо от формы поперечного сечения, предполагает придание им частичной или полной изогнутой конфигурации по плавной кривой. Одна из распространенных слесарных процедур выполняется либо только под давлением, либо под давлением в сочетании с нагревом согнутого участка. В это время на обработанную часть полой металлической заготовки одновременно действуют сжимающие силы с внутренней стороны заготовки и растягивающие силы вдоль наружной стенки. Осложнения следующие:
- материал может потерять сегментную концентричность в процессе повторного формования, т.е. части согнутой заготовки не будут находиться в одной плоскости;
- Растянутая наружная стенка в зоне изгиба может провалиться и треснуть;
- Внутренняя стенка, которая сжимается, может складываться в волнистые складки вместо того, чтобы равномерно сокращаться.
Не зная тонкостей профильной гибки, есть риск, что изделие будет просто раздавлено, а заготовка разрушена. Но безрассудство – это не наш путь! Особенно если это сопровождается материальным ущербом. Во славу рациональной экономии учтем все капризы профиля и свойства “железного” материала. Не будем забывать о размере поперечного сечения, толщине стенки профильной трубы, требуемом радиусе изгиба и упругости стального сплава. На основании этих параметров мы выбираем правильный технологический маршрут – метод гибки.
Зачем мне нужно знать характеристики профиля?
Профильная труба отличается от стандартного круглого варианта формой поперечного сечения, которое может быть квадратным, овальным, прямоугольным или плоско-овальным. Согласно ГОСТу Р № 54157-2010, круглое изделие также включено в перечень профилированной продукции. Однако квадратные и прямоугольные изделия, такие как профильные трубы 40х20 мм, чаще всего используются при строительстве теплиц, поскольку к их ровным, плоским стенкам легче крепить покрытие.
Продукция выпускается в широком диапазоне размеров для удовлетворения различных экономических потребностей. Они различаются по конфигурации и площади поперечного сечения и, конечно, по толщине стенок. Сумма этих размеров определяет пластичность. На техническом языке это называется наименьшим допустимым радиусом кривизны. Поэтому, прежде чем выяснять, как сделать изделие каркасным, необходимо выяснить, какой наименьший радиус плоской округлой деформации изделие может “пережить” без повреждений.
Чтобы определить наименьший допустимый радиус изгиба для квадратного или прямоугольного профиля, необходимо определить высоту h, так как
- изделия с высотой профиля до 20 мм гнутся, не попадая в категорию непригодного лома, если гибка осуществляется на расстояние 2,5 × h или более;
- Прокат с высотой профиля более 20 мм будет сопротивляться деформации без потерь на участке длиной 3,5 × h или более.
Эти ограничения необходимы для тех, кто хочет сделать полки, стеллажи и рамы для окон или дверей. Толщина стенки также влияет на предельные значения. Широкие трубы с тонкими стенками и толщиной стенок до 2 мм вообще не следует сгибать. Лучше использовать сварку.
Домашним умельцам, решившим сделать луки для арки теплицы, следует учесть, что изделия, используемые в домашних условиях с обычными углеродистыми или низколегированными стальными сплавами, при приложении к ним усилия имеют тенденцию слегка “пружинить”. Они как будто пытаются вернуться в свое прежнее состояние. Следовательно, после того, как начинающий слесарь закончит гнуть все арки своими руками, ему придется повторить обработку и заново подогнать арки по шаблону. Целесообразно первоначально рассмотреть значение момента пластического сопротивления Wp. Обычно это указывается в документах на продаваемый строительный материал. Чем он ниже, тем меньше потребуется усилий для регулировки.
Трудности процесса
Все металлические материалы могут быть частично или полностью согнуты. Процесс сгибания осуществляется двумя способами:
- механическое воздействие;
- нагрев металла.

В первом случае металл необходимо сгибать без нагрева. Этот метод лучше, так как металл не теряет своих свойств. Однако без нагрева материала согнуть металл будет очень сложно. При нагревании гораздо легче сделать изгиб, но металл может потерять свои свойства и стать менее прочным.

Круглый кусок металла имеет примерно плоский угол. Профильная труба, однако, имеет угол 90°. Этот угол препятствует плавному изгибу трубы, что приводит к образованию различных складок, которые впоследствии могут сломаться или переломиться.
Чтобы не повредить металл, нужно точно знать, как согнуть профильную трубу в домашних условиях. Многие садоводы, не зная чувствительности к изгибам, тратят много материала, который затем выбрасывают.
Если вы изучите профессиональное оборудование, то заметите, что внутри прокатного валика имеется специальный паз, который проходит по центру стенки профильной трубы. Это помогает обеспечить сжатие внутреннего края и уменьшить количество складок.
Секторная сварка

Часто люди не знают, как гнуть трубы из нержавеющей стали, так как материал из нержавеющей стали имеет более прочный сплав, чем обычная сталь. Конечно, с профессиональным оборудованием это легко сделать. Но что делать, если под рукой нет ничего, что могло бы обеспечить достаточное механическое давление? Именно поэтому была изобретена секторная сварка.
Его принцип заключается в следующем Профильная деталь распиливается с одной стороны через равные промежутки.Затем материал сгибается в нужном направлении, и срезы свариваются. В этом случае важно знать, что профильная труба обычно тонкостенная, и когда прорези расположены близко друг к другу, ее очень легко прожечь насквозь.

Люди с небольшим опытом работы с инструментами часто пропускают насечки, делая их слишком часто или слишком редко. Чтобы убедиться в правильности отметок, можно взять другой гибкий квадрат и использовать его в качестве шаблона.
Если у вас под рукой есть газовая горелка, профильный материал можно согнуть, нагрев его. Когда металл горячий, он легче деформируется, что позволяет избежать складок на внутренней стороне стены. Если радиус изгиба небольшой, можно обойтись без обычного зажима. Однако если требуется более точный изгиб, потребуется направляющая стенка.
Использование песка
Песок можно использовать для изготовления изделий из гнутой профильной трубы. Конец материала уплотняется специальной пластиковой или медной гильзой. Затем в трубу засыпается мелкий песок. Важно, чтобы, полностью ли заполнен продукт песком. Поскольку пустоты внутри трубы теперь плотно заполнены, материал будет гораздо легче сгибать механически. Самое главное – изначально создать стандарт, под который можно гнуть и ориентировать продукт.
Сгибание по дереву

Этот метод является относительно распространенным, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала должен быть плотно закреплен. Но что делать, если вы не можете удержать материал руками, а других точек крепления нигде нет? И на этом умельцы придумали способ крепления. Безусловно, во всех пригородных районах может быть дерево. Это дерево может служить не только прочным креплением, но и диаметром для сгибания профильной трубы.
Использование горячего метода
Для нагрева металла подойдет паяльная лампа, фен, включенный на максимальный нагрев, или газовая горелка. В качестве наполнителя используется песок. Он предотвращает растрескивание стенок при изгибе, вмятины и выпучивание металла. Чтобы предотвратить вытекание наполнителя, рекомендуется установить на концах временные заглушки.
Важно: Обратите внимание на температуру накаливания, перегрев может привести к расплавлению металла. Этот метод подходит для труб с поперечным сечением более 10 см.
Рассмотрим, как согнуть трубы в домашних условиях без алюминиевого трубогиба. Лист бумаги прикладывается к нагретой поверхности. Если он загорится, отопление должно быть остановлено. Показателем достаточного нагрева стальных конструкций является покраснение окалины. Помните, что металл нагревается по всей длине, поэтому во время работы надевайте резиновые перчатки.
Заполните полости песком и водой.
Полости заполняются водой без каких-либо примесей. На концы надеваются заглушки, которые затем замораживаются в морозильной камере или заморозке. Сгибание происходит после нагрева газовой горелкой. Эту процедуру нельзя использовать для оцинкованных изделий, иначе они будут повреждены.
Этот вариант подходит для больших секций или квадратных форм. Если его нужно согнуть под небольшим углом, лучше использовать песок в качестве наполнителя. После тщательного нагрева всей поверхности согните деталь, постукивая по ней молотком. Оцинкованные детали гнутся без нагрева.
При заполнении полости сыпучим наполнителем уплотните его так, чтобы внутреннее пространство было заполнено без пустот. При закрытии пробки оставляют запас, чтобы ее можно было легко удалить в конце лечения.
Как производится расчет?
Чтобы рассчитать количество разрезов, необходимо произвести простой расчет. Предположим, что выполнены следующие условия:
- Размер трубы составляет 30-50 мм;
- Необходимо повернуться на 180 ⁰;
- радиус полного поворота R = 100 мм;
- перемещение происходит вдоль стены b = 30 мм.
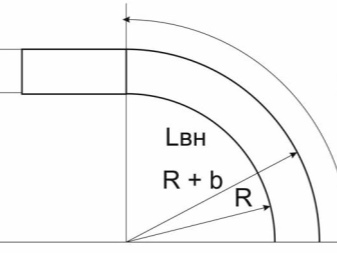
Необходимо определить внешнюю длину формирующей половины круга.
Lнар = π (R + b)/2
Здесь π = 3,14 отношение окружности к радиусу.
Внутренняя половина радиуса определяется инвариантом.
Разница между этими значениями определяет общую ширину фрезы.
C = Lнар – Lin
Зная толщину лопасти (h = 2 мм), нетрудно определить переднюю кромку.
Теперь введите все данные в формулу расчета и определите количество ⁰ бордюров для поворота на 90°. Общее количество может быть определено как.
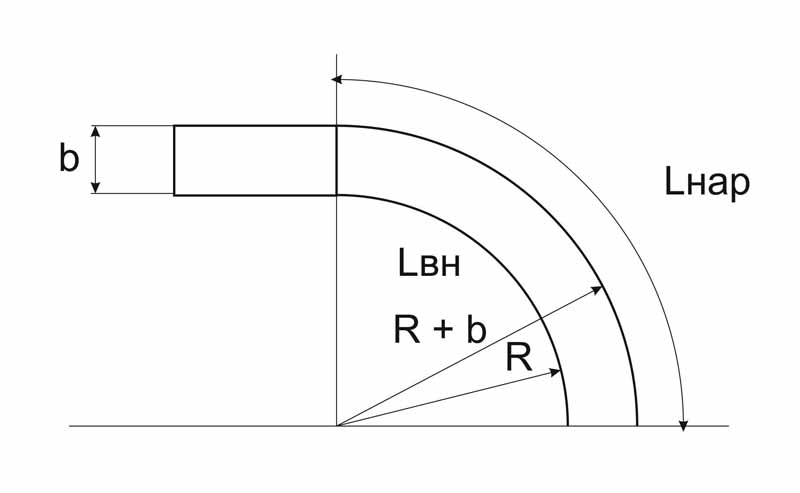
Расчетная схема для определения количества пропилов
Расчет лучше всего производить, как показано в таблице 1.
Таблица 1: Определение количества бордюров для начальных условий
| Ширина трубы b, мм | 30 |
| Внутренний радиус R, мм | 100 |
| Внешний радиус R, мм | 130 |
| Длина полукруга вдоль наружного слоя Lnar, мм | 408,2 |
| Длина полукруга вдоль внутреннего слоя Lnr, мм | 314 |
| Разница между длиной внешнего и внутреннего слоя C, мм | 94,2 |
| Ширина бортика h, мм | 2 |
| Количество пропилов n | 47 |
| Общее количество разрезов N | 94 |
Частый вопрос о сгибании труб с отрезами задают люди, которые хотят построить теплицу. Они спрашивают: “Сколько раз нужно пропилить стены, чтобы получить изгиб определенной формы радиуса?”. Используя предложенные соотношения, можно легко рассчитать зазоры в трубах для теплиц. В таблице 2 приведены расчеты для различных диаметров труб и внутренних радиусов.
Таблица 2: Расчет профильных труб для теплиц
| № | Ширина трубы b, мм | Внутренний радиус R, мм | Внешний радиус R, мм | Длина полукруга вдоль наружного слоя Lnr, мм | Длина полукруга вдоль внутреннего слоя Lnr, мм | Разница между длиной внешнего и внутреннего слоя C, мм | Ширина бортика h, мм | Количество разрезов n | Общее количество разрезов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Для того чтобы оценить эффективность такой технологии, желательно оценить трудовые и материальные затраты (табл. 3).
Таблица 3 Затраты труда и материалов на изгиб арки теплицы
| Количество сокращений | Продолжительность одной резки, мин | Общее время распиловки труб, мин | Расход отрезных кругов диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Время сгибания паза, мин | Время сварки вдоль кромки, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество сокращений | Общее время сварки щели, мин | Расход электрода 3 мм для одной канавки с трех сторон | Общее количество необходимых электродов, шт. | Общая продолжительность процесса, мин | Общая продолжительность процесса, часов | Представлены затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
Сколько стоит одна стальная труба сечением 20-20 мм? По последним данным, шестиметровую секцию можно купить за 320…360 рублей. Получается, что стоимость процесса будет стоить примерно столько же, сколько и стоимость трубки. На одну дугу уйдет более полутора часов. Внешний вид готового продукта далек от идеала. Шлифовка абразивным инструментом необходима для придания товарного вида. Продолжительность этой операции сопоставима со стоимостью сварочных работ. Лопастные колеса еще больше увеличивают прямые эксплуатационные расходы.

Вид гнутых изделий, полученных путем распиловки с последующей сваркой
Из приведенных выше расчетов видно, что технология гибки труб по радиусу может быть оправдана только в том случае, если изгибы выполняются в ограниченном количестве деталей профиля. Если требуется сложная пространственная структура, необходимо использовать специальные инструменты для промышленной гибки.
При вырезании пазов необходимо проверить глубину пропила со всех трех сторон. Требуется специальный зажим, который может ограничить ввод инструмента при дисковом шлифовании.
Гибочные инструменты и станки
Семейство гибочных устройств и узлов включает представителей с разной степенью технической сложности. Сначала рассмотрим инструменты для тех, кому интересно, как и с помощью чего можно согнуть профильную трубу без использования специального оборудования. Далее перейдем к самодельному прокатному оборудованию.
Варианты простейшего оборудования
Использование элементарных “помощников” для холодной деформации регулирует размер материала:
- Тонкие трубы с высотой профиля до 10 мм сгибаются с помощью горизонтальной пластины с отверстиями. Металлические штифты жестко вставляются в отверстия и выполняют роль ограничителей. Заготовку сгибают, помещая ее между упорами, установленными в отверстиях в соответствии с радиусом гибки. Начните с центра заготовки и постепенно продвигайтесь к краям. Недостатком этого метода является то, что он требует больших мышечных усилий, а точность сгибания довольно низкая;
- Трубы с высотой профиля до 25 мм гнутся с помощью роликового оборудования, работающего по принципу станка Вольнова. Металлическая заготовка прочно зажимается в тисках, и на заготовку через ролик воздействует физическая сила. Сгибание происходит лучше и равномернее, чем в предыдущем случае. Однако процесс сгибания требует большой работы со стороны подрядчика.
Для создания изгибов с большим радиусом кривизны, например, арок для изогнутой рамы, закрепляют закругленные шаблоны с помощью зажимов для фиксации заготовки. Эта оснастка относится к категории плоскопараллельных пластин. Заготовка принудительно “помещается” в паз, размеры которого равны размерам трубы. Труба сгибается вручную с помощью оправки и принимает форму заданного контура.
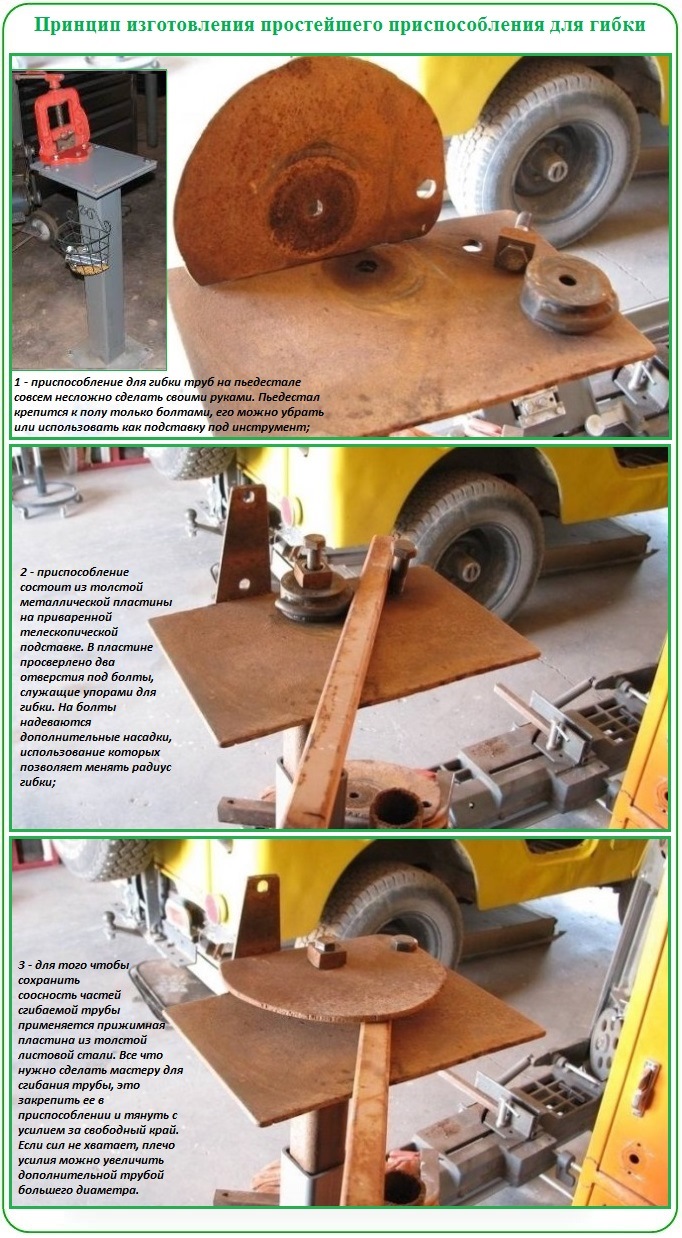
Модернизированная гибочная плита
Если домашний слесарь не лишен физической силы, то простой инструмент для довольно трудоемкой деформации профильной трубы пригодится ему для собственных целей. Он может иметь форму панели, которую можно прикрепить к верстаку или рабочему столу. На фотографии гибочная панель приварена к металлическому цоколю, который прикручен четырьмя болтами к бетонному полу цеха. Чтобы снять ручку по окончании работы, просто открутите винты. После демонтажа не остается никаких крепежных штифтов, и они не выступают над поверхностью пола, а значит, ничего не мешает и не создает травмоопасной ситуации.
Принцип изготовления столешницы очень прост:
- Панель, вырезанная из толстого железного листа, служит в качестве гибочной плиты.
- Панель приваривается к профильной трубе, которая телескопически соединена со стойкой пьедестала.
- В рабочей плоскости просверливаются два отверстия для винтов, которые служат в качестве упоров.
- Радиус изгиба регулируется путем установки одного из винтов на сопло соответствующего размера.
- Для сохранения соосности участков, прилегающих к изгибу, на заготовку устанавливается металлическая пластина и закрепляется винтами.
Цоколь многофункционален. Владелец может использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Гибочная оправка для профильных труб
Этот метод подходит для заготовок с высотой стенки до 25 мм. Мастеру нужен большой верстак и много свободного пространства вокруг рабочей зоны. Один край верстака перфорирован отверстиями, часто расположенными для фиксации оправки и выбора оптимального положения зажимной части трубы. Шаблон для предстоящей пластической деформации вырезается из толстой фанеры. Однако фанерная оправка подходит только для разовых операций гибки. При большом количестве гибочных работ лучше сваривать оправки из стальных уголков.

Использование ручного профилегиба
Большая часть гибочных работ должна быть механизирована. Массовое производство гнутых деталей отнимало бы слишком много здоровья подрядчика. Для облегчения гибки рекомендуется изготавливать станок в соответствии с чертежом. В основном они используются для обработки объемных заготовок. Основными рабочими органами ручной машины являются три ролика, два из которых неподвижны. Изменение положения третьего подвижного ролика определяет угол изгиба.
Если описанные выше способы неприемлемы, у будущего владельца теплицы есть два варианта – нанять ручной станок или заказать круглые детали. Процесс деформации заготовки демонстрируется на видео: подрядчик сам решает, как легче согнуть профильную трубу – повторным прокатыванием или физическим воздействием.
При работе вручную важно соблюдать правила сгибания профильных труб и не делать резких движений. Убедитесь, что внешняя и внутренняя стороны прокатанной детали равномерно деформированы. Однако не стоит беспокоиться о небольших складках на внутренней стороне сгиба: их можно исправить, ударив по ним молотком. Перед началом работы сделайте шаблоны из проволоки, ДСП или гипсокартона, чтобы проверить и получить результат в соответствии с замыслом.
Технология гибки труб
На практике используются специальные гибочные станки. Они делятся по принципу действия:
- Роллинг. Прокатка происходит на направляющих роликах. В процессе прокатки они должны прокатываться между опорными роликами;
- Формирование валков. В этом типе инструмента трубы сгибаются до определенных профилей;
- Растяжка. Используются пластические свойства материала. Этот процесс возможен только для длинных продуктов.
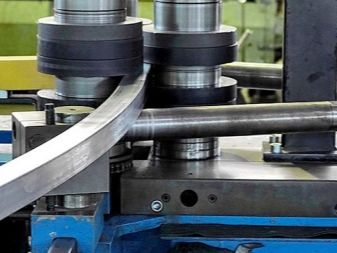
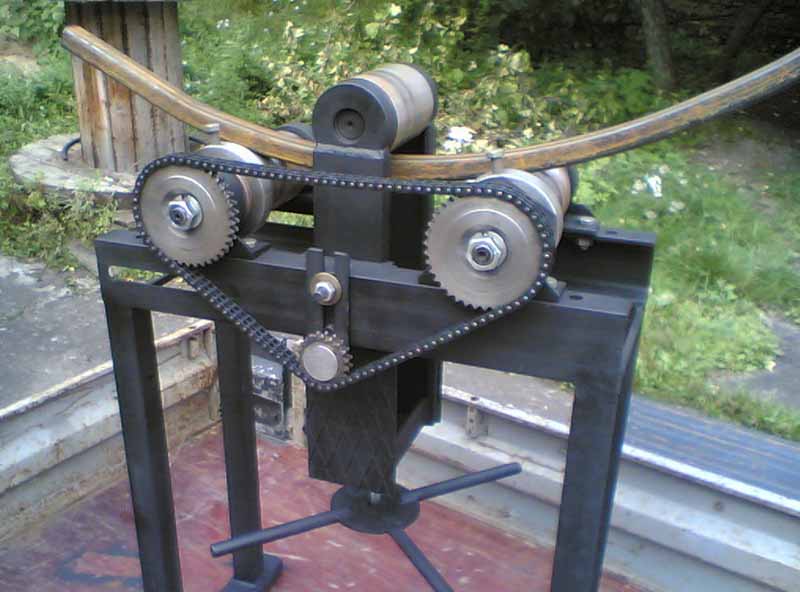
Вальцовочные станки для гибки квадратных и круглых труб

Промышленные гибочные станки
Эти гибочные машины имеют ряд роликов. Два таких ролика расположены в нижней части. Другой находится на вершине. Этот процесс происходит в следующем порядке.
- Средний ролик поднимается в верхнее положение.
- Труба заводится и помещается на два нижних ролика.
- Верхний ролик толкает трубу вверх.
- Поверните рукоятку, чтобы труба катилась вперед-назад по роликам.
- Верхний ролик выталкивается вверх. Теперь труба начинает двигаться не по прямой, а по определенному радиусу.
- При многократном прокатывании верхний ролик постоянно перемещается к заданному значению.
- При достижении определенного положения остановите процесс.
- Согнутая труба снимается со станка и помещается на калибр для проверки размеров и радиуса изгиба.
- При необходимости он снова устанавливается на станок, и изделие приводится в соответствие с требуемым стандартом.
В некоторых конструкциях самодельных машин используются дополнительные цепи. Производители этих машин утверждают, что во время работы все ролики притягиваются с одинаковым усилием.
Трубогиб с толкателем
Большинство строителей домов идут другим путем. Используются гибочные станки со стойками. В них радиус устанавливается одним из нижних вальцов, который поднимается механическим или гидравлическим домкратом.

Гибочный станок для труб с гибочным действием
Практика показывает, что такие машины гораздо проще в изготовлении. Достаточно использовать несколько каналов и роликов, установленных на прочных подшипниках.
Во время работы иногда возникают отклонения от прямого направления сгибания. Сварной шов должен располагаться на одной из вертикальных стен. Тогда болты не будут образовываться.
При прокатке круглых труб необходимо изготавливать ролики, профиль которых соответствует профилю заготовки. Для изделий из нержавеющей стали валки изготавливаются из текстолита. Этот материал имеет насечки на поверхности. Многие могут видеть гнутые изделия во входных зонах торговых сетей, а также в лестничных ограждениях (балюстрады из труб из нержавеющей стали диаметром 50 мм).
Гибка длинных заготовок
На практике производятся шарнирные конструкции. Для изготовления навеса используется шаблон, по которому будет сгибаться труба, а затем привариваться к опорным стойкам.

Навесы из квадратной трубы
Большие площади могут быть защищены с помощью оптимизированной по площади радиальной опоры. Любой может попытаться надавить на квадратную трубу. Она легко гнется. Остается только найти подходящий шаблон, чтобы придать изделию окончательную форму.

Обработка труб
Для получения жесткой конструкции формируется равномерно расположенная изогнутая поверхность. Формируется арка с внутренней жесткостью. Он способен выдерживать большие снеговые нагрузки в зимний период. Летом атмосферная влага будет стекать по бокам.

Усиленные фермы крыши
Как согнуть профильную трубу на 90 градусов
Профильные трубы с изгибом 90 градусов не имеют острых углов и выглядят эстетично.
Сначала необходимо подготовить инструменты – сварочный аппарат, шлифовальную машину, диски.
Проанализируйте процесс сгибания профиля шаг за шагом.
- Отметьте точку сгиба на заготовке, а со всех сторон отметьте поперечные линии. Отмерьте половину ширины и отметьте ее размер на первой линии и на всех поперечных линиях.

- Линии радиуса рисуются с помощью компаса или другого круглого предмета. Эти линии проводятся с обеих сторон и отмечается место, которое необходимо удалить.

- На одной стороне между двумя метками делаются надрезы. Затем обе стороны удаляются.

- Заготовка слегка сгибается в противоположном направлении, а затем внутрь. В результате получается прямой угол с внутренней стороны и закругленный угол с внешней стороны.


- С помощью сварочного аппарата область сгиба заделывается с обеих сторон, а затем все швы свариваются.

- Шлак удаляется, а швы обрабатываются с помощью откидного круга.

Этот метод подходит для гибки профилей любого размера вручную.
Как избежать овализации
При холодной гибке существуют тонкости, обеспечивающие сохранение поперечного сечения профиля. Для этого устанавливаются ограничители:
- Внутренний – предотвращает сужение трубопровода;
- Внешний – не позволяет боковинам расширяться.
В качестве ограничителя рекомендуется использовать жесткий материал, так как он хорошо держит форму.
При изготовлении оранжереи из профильной трубы нет необходимости соблюдать точность радиуса изгиба, поэтому не стоит тратить деньги на покупку дорогостоящего станка.
Подходящий подручный инструмент, есть у любого домашнего мастера. Из него можно сделать вполне приличный каркас для собственной теплицы.
Подсказки и советы
При сгибании необходимо учитывать несколько моментов:
- При покупке профилей убедитесь, что все они одинакового размера, марки стали и из одной партии поставки;
- для сварных профилей сторона шва должна быть ориентирована на внутренний радиус, иначе возможен разрыв;
- не забывайте надевать защиту для глаз или щиток для лица при использовании шлифовальной машины;
- Помните, что не всегда возможно загнуть концы до нужной длины, поэтому при расчете длины заготовки запишите их длину и отрежьте их по окончании работы;
- Необходимо провести антикоррозийное покрытие металла, а затем регулярно пополнять его.
Услуги по гибке
Эта услуга не может стать отдельным направлением развития бизнеса, так как предполагает использование достаточно сложного производственного оборудования в промышленном исполнении.
На рынке также доступна услуга гибки, которая включает в себя как радиальную гибку, так и изогнутую гибку. Разделение производится таким образом потому, что для каждой из этих операций используется специфическое оборудование. В первом случае это трубогиб, а во втором – трехвалковая прокатная машина.
Следует признать, что цены на выполнение этих операций очень разумны:
- стоимость одного сгиба составляет 30 рублей;
- Один погонный метр арочного пролета также будет стоить 30 рублей.
По сравнению со стоимостью доставки металла и материалов в Подмосковье, это действительно почти бесплатно.