Сварщик выполняет сварочные работы в аргоновой защите

Аргонная сварка – что это такое, где применяется: описание, параметры, режимы
Для сборки всех типов сварных конструкций из легированных сталей и для соединения цветных металлов используется аргонная сварка. Из этой статьи вы узнаете, что такое аргонная сварка, что сваривают инертными газами, как защитное облако влияет на процесс и многое другое.
Прежде чем мы рассмотрим принцип аргонодуговой сварки, стоит разобраться в нем. Очень важно понять, как работает аргонная сварка. Чтобы соединить металлические детали вместе, их необходимо нагреть в месте соединения.
Для расплавления металла используется сварочная дуга. Горение дуги и плавление металла невозможно без окисления кислородом воздуха. Этот элемент окисляет сплавы, цветные металлы и легированные стали быстрее, чем углеродистые металлы.
В зоне плавления также появляются пузыри из-за насыщения водородом, азотом, а во время кристаллизации в валике шва образуются провалы, трещины и многочисленные поры. Прочность соединений снижается. Ухудшается геометрия сварных соединений.
Для защиты расплавленного металла используются различные газы как в чистом виде, так и в виде смесей.
Каковы различные режимы сварки TIG?

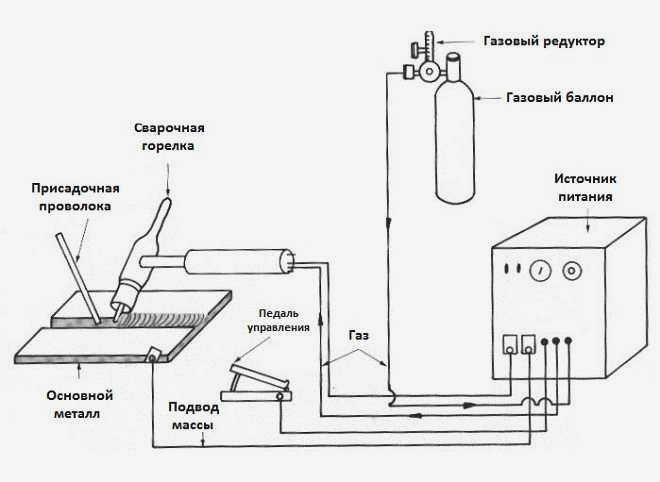
Аргонная сварка осуществляется в автоматическом (AAD), механизированном полуавтоматическом (MIG) и ручном (TIG) режимах. Этот метод характеризуется использованием как плавящегося металлического электрода (проволоки), так и неплавящегося вольфрамового электрода.
От механизированной аргонодуговой сварки (MIG) этот процесс отличается особенностями зажигания дуги. Газ и сварочная проволока подаются через сопло горелки путем нажатия специальной кнопки на корпусе горелки. Газ подается в течение 12-25 секунд перед подачей питания на клеммы. Дуга возникает при прикосновении проволоки к самому изделию.
Что можно сваривать с помощью аргоновой сварки TIG?
Этот процесс имеет очень широкий спектр применения. Его используют как для неприхотливых низкоуглеродистых сталей, так и для титановых сплавов, дюраля, меди, высоколегированных жаропрочных и жаростойких сталей, никелевых сплавов и нержавеющих сталей. Сами технологические режимы и методы широко варьируются.
Например, в случае с алюминием используется переменный ток или импульсный режим. Таким образом, можно сделать вывод, что аргоном можно сварить практически все.

Необходимое оборудование и расходные материалы

Прежде всего, новичку необходимо узнать, что такое сварка tig.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Это комбинация дуговой и газовой сварки, т.е. используется электрическая дуга и газ.
Для начинающих важно сначала ознакомиться с необходимым оборудованием и расходными материалами.
Какой газ используется

В этом процессе необходим газ для защиты зоны сварки от вредного воздействия воздуха.
Лучше всего для этой цели подходят инертные газы аргон и гелий. Аргон тяжелее кислорода и вытесняет его из рабочей зоны, поэтому на практике сварка производится в среде аргона, реже – в смеси аргона и гелия. Чистый гелий используется редко.
Аргонная сварка выполняется с подачей газа из баллона, оснащенного манометром, регулятором и ротаметром. Регулятор давления предназначен для регулирования давления газа на выходе и автоматического поддержания постоянного потока рабочего газа. Ротаметр показывает точное количество газа за определенную единицу времени. Манометр показывает давление в баллоне.

Если вам нужна 👉 подготовка документации по сварке 👈 мы готовы вам помочь.
Наша документация разрабатывается с учетом конкретных обстоятельств и направлена на то, чтобы процесс сварки был максимально эффективным и результативным.
Методы сварки алюминия
Помимо сварки с использованием аргона в качестве защитного газа, для сварки алюминиевых деталей могут применяться и другие методы. Наиболее популярными из них являются:
- сварка газовой горелкой
- дуговая сварка;
- аргонодуговая сварка.
Первая технология сварки предполагает использование сварочной проволоки, подаваемой в зону сварки, и специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе со сварочной проволокой нагревается пламенем газовой горелки, растворяет оксидный слой и открывает пламя для основного металла, который плавится при относительно низкой температуре. После сварки по этой технологии поверхности соединяемых деталей следует немедленно промыть, чтобы смыть остатки коррозионного флюса. Огромным преимуществом этого процесса является минимизация расхода присадочного материала.
Оборудование для полуавтоматической аргонной сварки
Для соединения алюминиевых деталей можно также использовать аппарат дуговой сварки, специальные алюминиевые электроды или сварочную проволоку с флюсовым покрытием. Сварка с помощью такого аппарата осуществляется постоянным током, подключенным на обратной полярности.
Однако, как уже упоминалось выше, аргонодуговая сварка алюминия является наиболее качественным сочетанием. Нагрев соединяемых деталей в этом процессе происходит за счет электрической дуги между неплавящимся вольфрамовым электродом и соединяемыми деталями. Сварной шов формируется с помощью алюминиевой проволоки, которая подается в зону горения дуги вручную или механически в случае полуавтоматической сварки.
Технология сварки с применением аргона
Аргонная сварка, подпадающая под определение сварки в среде защитных газов, требует четкого следования инструкциям, в которых указана последовательность шагов, которые должен выполнить специалист. От того, насколько правильно будут выполнены все эти шаги, зависит качество образованного соединения, а также расход материалов, которые стоят недешево. Если вы никогда раньше не занимались этим видом сварки, вам следует не только изучить пошаговую инструкцию, но и внимательно просмотреть видеоуроки, в которых подробно показан весь процесс.
Для сварки алюминия и сплавов на основе этого металла в аргоне необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Разумеется, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность образуемого шва.
Для аргонной сварки алюминия и сплавов на основе алюминия потребуется следующее оборудование:
- Источник электроэнергии, к которому будет подключен сварочный аппарат и все остальное оборудование;
- Баллон для хранения аргона;
- Механизм для подачи электродной проволоки в зону сварки.
При аргонной сварке на крупных промышленных предприятиях защитный газ подается к сварщику через централизованную сеть. Сварочная проволока, используемая в сварочных полуавтоматах, наматывается на специальные катушки, которые устанавливаются на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные работы, должны быть изготовлены из нержавеющей стали в соответствии с инструкциями.
Необходимое сварочное оборудование и условия
Для аргонной сварки можно использовать как стандартное оборудование, так и устройство, изготовленное путем модификации стандартного сварочного трансформатора. Список оборудования, необходимого для сварки по этой технологии, следующий:
- Сварочный трансформатор с напряжением холостого хода не менее 60 В
- Осциллятор для обеспечения быстрого зажигания сварочной дуги и стабильного горения дуги;
- Контактор, с помощью которого сварочный ток будет подаваться на держатель;
- таймер, который отвечает за синхронизацию подачи защитного газа в зону сварки.
Кроме того, для сварки необходимы следующие инструменты и материалы:
- горелка;
- Баллон с газом аргон, оснащенный регулятором давления, который регулирует давление подаваемого газа;
- Набор вольфрамовых электродов разного диаметра;
- Шланг для подачи защитного газа;
- Кабель для подключения горелки и заземления к сварочному аппарату;
- Кабель для подвода электричества к самому сварочному аппарату;
- Сварочная проволока подходящего химического состава.
Весь комплект оборудования, необходимого для аргонной сварки, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые детали самостоятельно.
Самостоятельная сборка позволяет сэкономить значительную сумму денег, поскольку имеющиеся на рынке комплекты для аргонной сварки стоят недешево. Кроме того, самостоятельная сборка, при наличии необходимых знаний и опыта, дает возможность внести в оборудование улучшения, которые сделают его более надежным, простым в использовании и более функциональным. Принципы сборки комплектов для аргонодуговой сварки также можно посмотреть на видео.
Рекомендации по выбору режима
Для того чтобы аргонная сварка работала правильно, необходимо соответствующим образом подобрать режим работы.
Полярность и направление протекания электрического тока – важные параметры для сварки по этой технологии. На их выбор влияют свойства свариваемых материалов. Переменный ток или обратная полярность – это выбор при сварке деталей из алюминия, бериллия, магния и других цветных металлов. Такой выбор объясняется тем, что использование таких параметров электрического тока эффективно разрушает оксидный слой, который всегда присутствует на поверхности этих материалов.

Нюансы работы с аргонной сваркой
Типичным примером является сварка алюминия, оксидный слой на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из этого металла током обратной полярности эффективное разрушение оксидного слоя происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, что не только упрощает операцию сварки, но и значительно повышает ее качество. Если сварка деталей из данного металла осуществляется на переменном токе, то для достижения этого эффекта соединяемые детали должны выступать в роли катода.
При сварке в защитном газе осциллятор часто используется в качестве дополнительного устройства. Во время сварки переменным током он облегчает зажигание сварочной дуги и, после того как дуга зажжена, действует как стабилизатор.
При изменении полярности переменного тока может произойти деионизация (и, следовательно, затухание) сварочной дуги. Чтобы предотвратить это, осциллятор генерирует электрические импульсы при изменении полярности тока и подает их на сварочную дугу.
Преимущества и недостатки аргонной сварки
Аргонная сварка имеет как преимущества, так и недостатки, которые необходимо учитывать. К преимуществам этой технологии относятся:

Пример аргонной газовой сварки
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой зоны сварки;
- нагрев свариваемых деталей незначителен, что позволяет использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- может использоваться для соединения деталей из материалов, которые невозможно сварить другими методами;
- значительное увеличение скорости сварки за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются
- Использование современного сварочного оборудования;
- необходимость специальных знаний и опыта в этой области.
Использование аргонной сварки обеспечивает высокое качество и надежность сварных соединений, характеризующихся равномерным проплавлением соединяемых деталей. Этот процесс позволяет сваривать тонкие детали из цветных металлов даже без использования электродной проволоки.