Если у вас нет достаточного опыта в сварке потолка, стоит ознакомиться с отдельными этапами. Весь процесс лучше всего продемонстрировать на видео:
Как сварить потолочный шов методом электросварки
Сварка потолков считается самым сложным видом сварочных работ. Это связано с тем, что во время этого процесса сварочная ванна переворачивается вверх дном. Для того чтобы правильно выполнить эту работу, важно соблюдать правила безопасности и основные тонкости процесса. Стоит узнать больше о том, как сварить потолочный шов, чтобы сделать его максимально качественным и долговечным.
Сварка потолков считается довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуется выполнять эту операцию самостоятельно. Предварительно необходимо провести подготовительные работы, подобрать качественные инструменты и запастись средствами индивидуальной защиты.
Соединение потолков характеризуется рядом трудностей. Во время работы расплавленный металл может капать вниз, что представляет определенную опасность для сварщика. Только опытные специалисты, хорошо знающие технологию сварки, могут избежать подобных осложнений, тщательно соблюдая технику безопасности.
Прежде чем приступить к сварке потолочных швов, важно знать некоторые особенности этого процесса:
- Для соединения потолочных рулонов следует использовать только полуавтоматическую или ручную сварку;
- для повышения прочности и эксплуатационных характеристик потолочных швов следует использовать покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварка осуществляется в виде дуги с минимальным радиусом;
- ширина образуемого потолочного шва должна быть немного меньше толщины электрода;
- Сварка должна проводиться в сухом помещении с низкой влажностью. Электрод, сварочный аппарат и металлические профили также не должны содержать воду. Причина этого заключается в том, что в процессе сварки вода превращается в пар, который, соединяясь с химическими компонентами, образует газ, оказывающий негативное влияние на качество шва;
- для того чтобы контролировать качество шва, необходимо работать в направлении "на себя". Это позволяет наблюдать и контролировать процесс;
- для предотвращения вытекания металла электрод следует располагать под небольшим углом, слегка перемещая его из стороны в сторону.
Типы потолочных сварных швов
Формирование потолочных швов считается одним из самых сложных процессов, требующих большого опыта и глубоких знаний техники и технологии сварки.
В зависимости от способа формирования сварного шва различают три основных типа: сварка встык, сварка внахлестку и Т-образная сварка.
Стыковая сварка (сварка встык)
Одно из самых прочных креплений, для которого характерно многократное прохождение электрода. Первым шагом является формирование конькового шва, для чего требуется электрод диаметром 3 мм. Для того чтобы сделать соединение максимально прочным, рекомендуется использовать метод ступенчатой сварки при формировании конькового шва. После формирования шва необходимо дать ему время остыть.
Второй и третий проходы следует выполнять электродами диаметром 3 и 4 мм. Мощность волновода должна быть средней. Все последующие слои потолочного шва формируются как наплавка. Если все сделано правильно, то наплавленная сторона должна иметь незаполненную ширину от 0,5 до 2 мм.
Наплавка
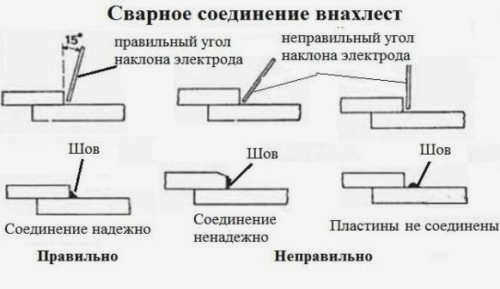
Этот тип используется при сварке тонких листов (до 8 мм). Чтобы шов получился максимально прочным, необходимо найти правильный угол наклона электрода к поверхности. Этот угол должен составлять 15-45 градусов. При несоблюдении этого требования расплавленный металл окажется не на шве, а сбоку, что значительно снизит качество шва и прочность крепления.
Т-образный потолочный шов
Этот вариант имеет Т-образную форму. Он выполняется с одним или двумя швами. Что касается обрезки краев, то эта операция выполняется на усмотрение сварщика. Она во многом зависит от толщины свариваемых деталей и количества швов:
Используемое оборудование
Работа может выполняться с использованием инвертора или обычного трансформатора. Независимо от выбранного оборудования, ток должен быть немного уменьшен, его значение должно быть примерно на четверть меньше по сравнению с той же работой, выполняемой на полу.
Например, надежного сплавления 5 мм пластин можно добиться, установив ток в 100 ампер.

Оптимальный диаметр электрода – 3-4 миллиметра, не более.
Перед началом работы их необходимо тщательно высушить. Это минимизирует разбрызгивание и предотвращает выделение газа. Кромки свариваемых деталей зачищаются от заусенцев.
Меры предосторожности
Сварка в потолочном положении – это сложная работа, которая должна выполняться безопасно. Меры предосторожности следующие:
- Одежда – плотный комбинезон, перчатки с длинными манжетами, которые не "пустят" шлак под рукава. Голова должна быть покрыта плотной шапочкой. Длина брюк должна иметь определенный запас, так как капли расплавленного металла, попадая на пол, разбрызгиваются и могут попасть на ноги.
- Уберите все легковоспламеняющиеся предметы и жидкости из рабочей зоны.
- При удалении шлака следует надевать защитные очки, чтобы мелкие частицы металла не попали в глаза.
- Все кабели должны быть изолированы, а сварочный аппарат должен быть выключен после прекращения работы.
Во время работы делайте перерывы, чтобы разгрузить мышцы шеи и плеч.
Важно! Следует отметить, что если сварку предстоит выполнять во влажной среде, то новичку лучше этого не делать. Это опасно и сложно даже для опытных профессионалов.
Секреты работы

Полезное видео
Посмотрите это видео, чтобы узнать, как сварить потолок бесщелевыми электродами UONI для начинающих сварщиков:
В этом видео показано, как сварить потолочный шов:
Резюме
Сварка потолков – сложный процесс, требующий определенных навыков и опыта. Тем не менее, с ним может справиться и новичок, если это не отнимает много времени.
Лучше начинать с малого – соединения простых металлических пластин и деталей. Когда речь идет о сварке труб под давлением, лучше доверить эту работу профессионалам. Без опыта трудно добиться желаемого результата, а риск получения травмы значительно возрастает.
Общие требования к сварке потолочных швов
Сварка потолочных швов может характеризоваться рядом отличительных особенностей, которые непосредственно влияют на конечный результат. Для того чтобы добиться отличного результата даже при выполнении потолочных швов, специалисты рекомендуют придерживаться следующих рекомендаций:
- Для выполнения потолочных швов сила тока сварочного аппарата должна быть немного выше, чем сила тока, используемая для вертикальных швов, и ниже, чем сила тока, необходимая для горизонтальных швов;
- Следует использовать электроды диаметром 3-4 мм;
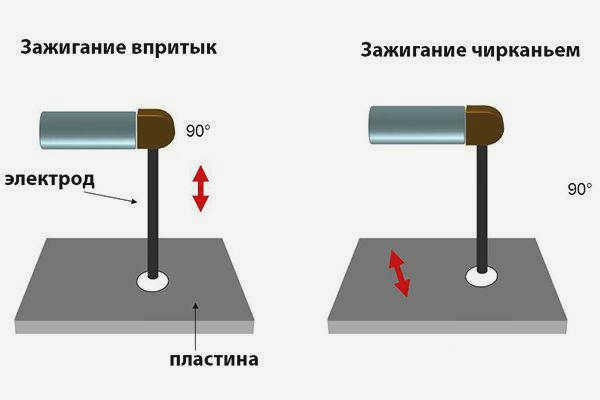
- Многое зависит от угла наклона; эксперты рекомендуют сгибать стержень электрода под углом 80-90 градусов;
- Если вы хотите получить вогнутые или "нормальные" валики, сварка должна производиться под углом 90 градусов или "под углом";

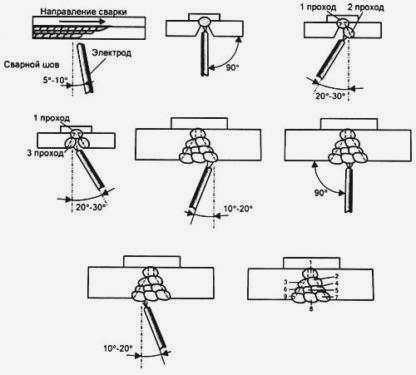
- Направление сварки не менее важно. При выполнении стыковых швов лучше всего работать в своем направлении, что позволяет лучше контролировать формирование шва, угол наклона электродного стержня и длину дуги;
- Рекомендуется перемещать электродный стержень "лесенкой" или "дугой наружу";
- Контроль полученного сварного шва. Рекомендуется, чтобы ширина сварного шва составляла от 1 до 3 раз больше диаметра электрода. Если ширина больше, существует высокий риск подрезания, перерезания, горбов и недорезания.
Потолочные соединения, выполненные встык
Соединение потолка встык выполняется в несколько этапов. Сначала необходимо сформировать сердцевину шва или шпоночный валик. Эти операции в потолочном положении, как упоминалось выше, должны выполняться с помощью электродов диаметром 3 мм. Электродный стержень следует перемещать с помощью "лестницы" или с минимальными манипуляциями. Сварочный ток должен быть в диапазоне от минимального до среднего. О том, как правильно выбрать режим сварки, читайте на mmasvarka.ru.
Для сварки валков два и три следует использовать электроды диаметром 4 миллиметра. Сварочный ток может быть средним или выше среднего. Чтобы снизить риск возникновения сварочных дефектов, сварку следует сосредоточить в основном на краю шва, а затем спускаться к краю металлического изделия, даже используя "лесенку" для перехода к следующему шву.

Остальные слои рулона изготавливаются путем наплавки, при этом любые колебательные движения должны быть сведены к минимуму. При изготовлении первого слоя потолочного стыкового соединения важно, чтобы размер вырезанной заготовки не превышал 0,5-2 мм. Если это не удается сделать с первого раза, то лицевой шов можно выполнить за два или три прохода.
Для получения лицевого слоя при одномиллиметровом разрезе рекомендуется использовать метод "изгиб наружу". Если глубина реза больше одного миллиметра и меньше двух миллиметров, лучше использовать "ступенчатый" метод. Если техника соблюдена во всех деталях, результатом будет аккуратный и прочный стыковой шов.
Рекомендации
Качество сварки потолочного профиля улучшится, если следовать проверенным временем процедурам:
- Используйте короткую дугу для повышения точности;
- Держите электроды немного в стороне, чтобы уменьшить поток металла;
- Ширина сварного шва не должна превышать диаметр электрода;
- Направляйте сварной шов на себя, чтобы контролировать его;
- выберите удобный темп работы.
Применение этих советов упростит процесс и повысит качество сварного шва.
Технология
Сварка потолочных швов включает в себя различные техники. Все методы должны отвечать общим требованиям:
- Если толщина свариваемой детали превышает 5 мм, создается V-образный скос.
- Перед сваркой детали должны быть прижаты друг к другу как можно плотнее с минимально возможным зазором. При соблюдении этого требования первый проход может быть сформирован без колебаний электрода.
- При подходе электрода к зоне сварки необходимо соблюдать угол 45 градусов.
- Для повышения точности начинающие сварщики могут использовать половинчатые электроды.
- Работа с прерывистой короткой дугой позволит расплавленным каплям быстро остыть. В результате они не будут капать, а прочно соединятся со сварным швом.
Соблюдение требований, предъявляемых к сварке под флюсом, обеспечит прочность и красивый внешний вид сварного шва.
Полумесяц
Этот метод наименее сложен и может использоваться в качестве потолочного шва для начинающих.

Положение электрода по отношению к верхней поверхности составляет 90-130 градусов. Этот метод получил свое название благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку этот метод требует создания шва за несколько проходов, он занимает значительное количество времени. Чтобы избежать подрезания, валики не должны быть слишком широкими. Необходимо постоянно контролировать скорость процесса. Преимуществами являются простота и высокая точность.
Обратная осцилляция
Этот метод предполагает сварку шва за несколько проходов.

Выбор инвертора
Вы получите правильный сварной шов, если подберете аппарат, соответствующий условиям сварки. Сварочный инвертор – это надежный, компактный и простой в использовании аппарат. Характеристики позволяют генерировать различные токи, что дает возможность сваривать заготовки разной толщины и марки металла. Имеется система автоматического отключения при перепадах напряжения в сети, перегреве и чрезмерном времени работы.
Одной из важнейших характеристик при выборе инвертора является его выходная мощность. В инструкции по эксплуатации указывается время непрерывной работы конкретной модели. Дополнительные опции делают инвертор более удобным в использовании.
Возможные ошибки
Советы специалистов помогут вам научиться делать хорошие сварные швы, а также безопасно и эстетично сваривать их. К основным ошибкам, которые могут помешать вам получить хороший сварной шов, относятся:
- Слишком быстрое перемещение электрода. Это приводит к неровному сварному шву.
- Слишком медленное перемещение электрода. Возникают прожоги, которые являются серьезным дефектом и недопустимы в ответственных конструкциях.
- Неправильный угол наклона электрода. Он должен составлять от 30 до 60 градусов. При превышении этого значения ухудшается гладкость сварного шва.
- Сварка разных марок металла с очень разными свойствами, особенно с разными температурами плавления. Когда один металл уже расплавлен, а другой только слегка нагрет, сварка не может состояться. Появляются трещины, которые необходимо устранить.
- Работа с мокрыми электродами. Перед сваркой их необходимо высушить или даже прожечь. Влага вызывает неравномерное горение дуги.
- Неправильный режим сварки, тип электрода, значение тока.
- Слишком короткая или слишком длинная длина дуги.
- Использование непроверенного сварочного оборудования.
- Недостаточный подогрев кромок. Выбор поперечных колебательных движений с ходом, соответствующим ширине сварного шва.
- Большой зазор между деталями может привести к усадке покрытия.
Красивые сварные швы не могут быть выполнены, если в шве имеются поры. Существует много причин, по которым они появляются в сварном шве:
- недостаточная очистка кромок, грязь, ржавчина и окалина;
- Высокое содержание влаги на кромках и электроде;
- наличие сквозняков в зоне сварки;
- некачественные электроды;
- Большие различия в химическом составе основного и присадочного материалов.
Со временем накапливается опыт правильной сварки. Это мастерство сварщика, профессия которого востребована и престижна.