Здесь большую роль играет материал покрытия электрода. Например, для сварки кипящих сталей (низкоуглеродистых и слабо раскисленных сталей) подходит любое покрытие. Для сварки полутвердых сталей, имеющих более толстые пластины, необходимо щелочное или рутиловое покрытие. При сварке конструкций из низкоуглеродистой стали при низких температурах или при динамических нагрузках также используются электроды со щелочным или рутиловым покрытием. Электроды со щелочным покрытием .
Как сваривать электродами для начинающих
Вот как правильно сваривать металл электродами для начинающих и каких ошибок следует избегать.
Вам нужно сварить что-то в гараже, на даче, в частном доме. Вам не обязательно проходить курсы сварки – достаточно иметь дома сварочный аппарат, средства защиты, расходные материалы и немного практики. Мы предлагаем, как правильно сваривать металл электродами для начинающих и каких ошибок при этом следует избегать.
В этой статье:
- Виды электросварки
- Техника ручной дуговой сварки
- Как научиться электросварке
- Основные ошибки
- Советы для начинающих сварщиков
При электросварке возникает электрическая дуга между двумя поляризованными концами. При этом создается температура до 5 000 градусов, которая расплавляет основной и присадочный металл, образуя сварное соединение.
Электрическая сварка может быть выполнена с помощью сварочного трансформатора. Он имеет простую конструкцию первичной и вторичной обмотки, которая снижает напряжение до безопасного уровня и увеличивает силу тока. Трансформаторы сваривают переменным током, издавая сильный гудящий шум, а дуга трещит и плюется. Сварной шов может быть неравномерным по ширине, высоте и глубине проплавления. При работе с трансформатором нередко напряжение в сети оказывается слишком низким, что может вызвать недовольство соседей.
Электросварка с помощью инвертора осуществляется с использованием постоянного тока, частота которого сначала повышена (в фазе переменного тока), а затем выпрямлена. Это обеспечивает:
Инверторы более компактны, чем трансформаторы, и создают меньшую нагрузку на электросеть. Имеются модели на 220 В и 380 В. Если вы начинающий сварщик, вам лучше начать с инвертора для ручной дуговой сварки (РДС). Такие аппараты также называют инверторами ММА. Хороший выбор можно найти в разделе "Ручная дуговая сварка (MMA)".
Полуавтоматическая сварка или сварка вольфрамовым электродом также основана на расплавлении металла электрической дугой, но здесь вступают в игру различные способы защиты сварочной ванны и методы переноса наполнителя.
Как выбрать электроды для инверторной сварки?
Первый шаг – выбор состава стержня: он должен быть аналогичен типу свариваемого металла. В быту чаще всего используются конструкционные стали. Из этого же типа проволоки должны быть изготовлены электроды. Иногда, однако, приходится сваривать нержавеющую сталь. В этом случае стержень также должен быть изготовлен из нержавеющей стали, а в случае высоколегированных и жаропрочных сталей – из металла с такими же свойствами.
Всю работу дома или на стройплощадке можно выполнить с помощью электродов нескольких марок:
Многие считают их лучшими электродами для начинающих инверторных сварщиков: они проще в обращении, но при этом позволяют получать высококачественные сварные швы, даже если у вас нет большого опыта. Ниже приведены характеристики и общее назначение расходных материалов, которые многие специалисты считают хорошими электродами для инверторной сварки. В любом случае, их часто рекомендуют начинающим сварщикам для приобретения опыта.
Рутиловые электроды MP 3

Большинству новичков рекомендуется начинать сварку с электродов MP-3. Они легко зажигаются, даже если вольтамперометрические характеристики сварщика не очень хороши, обеспечивают хорошую защиту сварочной ванны и позволяют легко контролировать ее положение. Если электрод не зажигается, его необходимо зажечь при температуре 150-180° в течение 40 минут.
Они используются в машинах переменного тока (сварочные трансформаторы) и постоянного тока (сварочные выпрямители и инверторы). Обычно их подключают к инверторам на обратной полярности (+ на электроде). Они подходят для любого типа сварки, кроме вертикальной сверху вниз.
Электроды MP 3 не привередливы к качеству свариваемых поверхностей. Их можно использовать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка производится средней (2-3 мм) или короткой дугой.
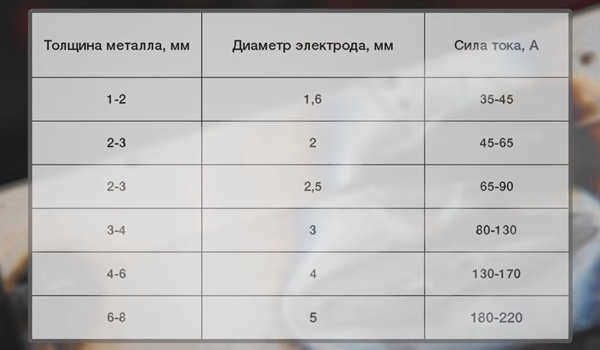
Как выбрать диаметр электрода, как его подключить и какую силу тока установить?
Выбор марки электрода для инвертора – это еще не все. Даже после того, как решение принято, остаются как минимум три вопроса:
- Какой диаметр электрода использовать при сварке;
- Какой ток устанавливать;
- К какому выходу "+" или "-" подключать электрод.
Сначала о главном. Начнем с диаметра электрода, необходимого для сварки. Вообще говоря, рекомендуется руководствоваться толщиной свариваемого металла: при малых толщинах электрод имеет тот же диаметр, что и металл. Если вы свариваете металл толщиной 3 мм, возьмите электрод такого же размера. Если вы свариваете что-то более толстое, возьмите электрод 4 мм. Однако с большими электродами новичкам будет трудно справиться. Сварку следует начинать с металла толщиной 3-4 мм. Для этого используйте электроды диаметром 3 мм или, как говорят, "тройки".

Что касается вывода, к которому следует подключать электроды. В паспорте на упаковке, скорее всего, будет указано, для какой полярности предназначен электрод. В случае обратного подключения электрод подключается к положительному выходу, клемма подключается к отрицательному выходу, а клемма подключается к заготовке. В случае прямой полярности положительная сторона подключается к изделию, а отрицательная – к электроду. Как это выглядит на сварочном инверторе, показано на рисунке.

В чем разница между этими двумя типами подключения? Направление потока электронов разное. Как вы знаете, электроны движутся от минуса к плюсу. Поэтому при сварке компонент, подключенный к '+', нагревается сильнее. Изменяя режимы подключения, можно регулировать интенсивность нагрева металла.
Что используется для сварки и наплавки чугуна?
Эта процедура позволяет устранить дефекты чугунных отливок, а также восстановить поврежденные или изношенные детали. В результате используется сталь, различные сплавы на основе меди, никеля и т.д. Лучше всего для выполнения указанной задачи подходят модели марок ЦКК-4, ЦКК-2, ЦКК-6 и им подобные. В некоторых случаях, например, при ремонте чугунных труб, при сильном загрязнении и высокой влажности рекомендуются марки ОЗЛ-25В, ОЗЛ-27 и ОЗЛ-28.
Каждый из этих металлов имеет свою температуру плавления и физико-химические свойства. Например, сильное окисление не позволяет сваривать титан и его сплавы. В случае алюминия процесс осложняется оксидным слоем, который плавится при температуре 2060°C, в то время как для плавления самого алюминия достаточно 660°C. Оксидный слой, который образуется из-за оксида, может привести к нарушению целостности швов и снижению их прочности. Его можно удалить, добавляя хлориды и фториды щелочных и щелочноземельных металлов.
Медь также имеет свои проблемы при сварке – пузырьки газа (особенно кислорода и водорода) вызывают образование пор в сварном шве. Чтобы избежать этого, медь должна быть хорошо раскислена, а кромки перед сваркой должны быть хорошо удалены. С другой стороны, бронза очень хрупкая, а никель и его сплавы чувствительны к азоту, кислороду и водороду, растворенным в сварочной ванне. В результате этого процесса в структуре металла образуются горячие трещины и поры.
Резка металла
Криволинейная резка металлоконструкций используется для сборки и ремонта различных металлических конструкций. Он не является эффективным, и не следует ожидать "красивого" шва или точной резки.
Тем не менее, этот метод резки не требует дополнительного оборудования или высококвалифицированных рабочих. Его легко освоить новичкам. Электродуговая резка часто используется в обучении, особенно для освоения принципов работы с инвертором. Нередко домашние мастера используют этот метод для недорогой резки металла.
Выбор сварочной маски

Как мы уже говорили в начале, при сварке на малом токе свет дуги менее яркий, поэтому вы не можете хорошо видеть линию шва. Из-за недостатка света сварной шов может даже накладываться друг на друга. Удобнее сваривать тонкий металл покрытыми электродами в маске-хамелеоне с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным фильтром, в маске-хамелеоне наконечник электрода можно точно совместить со сварным швом. Это уменьшает количество "зайчиков" и помогает сохранить чистоту лицевой поверхности изделия. Регулируемая сила затемнения от 4 до 8 DIN позволяет легко адаптироваться к различным сварочным токам.
Мы рекомендуем маску BARSWELD MS 307 с ASF-707 с диапазоном 5-8 и 9-13 DIN, которая имеет большое окно размером 98х87 мм. Это обеспечивает хорошую видимость во всех положениях. Полноцветная технология передает все в естественных цветах и позволяет новичкам легко отличить расплавленный шлак электродной наплавки от расплавленного металла. Цена маски составляет чуть более 5 000 рублей, что делает ее вполне доступной даже для домашней сварки в гараже или на даче.
Как сварить тонкий металл с зазором
Задача значительно усложняется, если между соединяемыми сторонами имеется зазор 1-3 мм. В этом случае дуга дополнительно "съедает" стенки изделия, и сварной шов очень трудно сварить.
В этом случае ток должен быть снижен на 20% по сравнению со сваркой того же участка, но без зазора. Первоначальная цель – просто соединить две стороны, сформировав "мостик" из присадочного металла. Затем сварочный ток может быть увеличен, а сварной шов наложен для достижения лучшего проплавления.
Сварка выполняется короткой прерывистой дугой. Боковые стороны следует экранировать, зажигая дугу с одной стороны и приближая кончик электрода к кромке. После того как стороны сформированы, их следует соединить. Продолжайте сварку прерывистой дугой. Этот процесс медленный и утомительный.
Второй вариант сварки тонкого металла с зазором заключается в том, чтобы поместить в зазор дополнительный металл. Если подходящего куска под рукой нет, большинство опытных сварщиков используют электрод, сбрасывая с него защиту. Приклейте стержень к шву и сваривайте обычным способом. Наличие такой вставки предотвратит проваливание присадочного металла внутрь и примет на себя часть температуры.
Сварочные принадлежности

Сварочные электроды