Перед сваркой торцы всегда подготавливаются путем снятия фаски. Однако во время сварки электрическое напряжение должно быть снижено. Это связано с тем, что неподготовленные кромки свариваются глубже, чем предварительно скошенные. Однако в этой ситуации при наличии опыта и навыков можно будет выбрать нужный режим, регулируя скорость сварки.

Инверторная сварка для начинающих: пошаговая инструкция и советы
Для новичков инверторная сварка очень проста в настройке, а рабочий процесс не представляет сложности. Самое главное – выполнять все сварочные работы в соответствии с правилами безопасности, правильно выбрать режим, подобрать электроды и тренироваться.
Только после 3-4 кг электродов можно начинать получать сварные швы, напоминающие прямые. Самое главное – не унывать, не сдаваться на середине, а продолжать учиться. В нашем материале вы узнаете основные правила инверторной сварки для начинающих.
Основные правила безопасности при инверторной сварке
Подготовка перед использованием инвертора
Первый раз включать сварочный инвертор (или после его перемещения) следует только после проверки сопротивления изоляции между токоведущими частями и корпусом и соединения последнего с землей. Если аппарат долгое время не использовался, перед сваркой проверьте наличие пыли внутри аппарата.

Блоки управления и силовые компоненты очищаются сжатым воздухом под умеренным давлением. Вокруг преобразователя должно быть обеспечено пространство не менее 0,5 м, чтобы система принудительной вентиляции могла беспрепятственно работать.
Инверторную сварку нельзя использовать в местах, где работают отрезные или шлифовальные станки, так как металлическая пыль, образующаяся при работе этих станков, может повредить электронику и силовую часть аппарата.
Для начинающих: Если инверторная сварка проводится на открытом воздухе, то ее необходимо защищать от солнечных лучей и дождя. Сам аппарат должен располагаться на горизонтальной поверхности или под углом не более указанного в техническом паспорте.
Внешний осмотр
Перед началом смены сварщик должен осмотреть оборудование, проверить состояние изоляционных покровов кабеля (сварочного, питающего) и при необходимости заменить или отремонтировать их.
Затем рабочий должен проверить зажим заземляющего кабеля, держатель электрода и состояние розеток и вилок, используемых для подключения к инвертору. Затем проверяется панель управления, в частности, исправность переключателей, двоичных переключателей, индикаторов или кнопок. Если аппарат сильно запылен, его следует очистить.
Начало сварки
Сначала установите правильную силу тока на инверторе. Обратите внимание, что в инверторной технологии основным видом сварки является сварка переменным током. Сила сварочного тока зависит от состава электрода и диаметра наконечника, положения заготовок во время сварки и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в упаковках с электродами. Теоретически сварочный ток можно регулировать в зависимости от диаметра электродного стержня: на каждый миллиметр диаметра должно приходиться около 30 А.
Найдите удобное и устойчивое положение, наденьте маску и начинайте работать локтем. Лучше всего обернуть кабель вокруг предплечья. В противном случае рука может устать, а кабель будет шататься в процессе сварки, что негативно скажется на качестве шва.
Для дебютной работы лучше выбрать не самую маленькую металлическую заготовку – более 20 см, чтобы было удобнее. Как обычно поступают новички: надевают маску, пускают электрическую дугу и тут же, на одном вдохе, протягивают заготовку по всей длине сварного шва.
Если заготовка короткая, а вы свариваете на одном вдохе, у вас может появиться ненужная привычка проваривать шов на одном вдохе. Поэтому тренируйтесь на длинных заготовках с правильным вдохом.
Теперь перейдем к расположению свариваемых деталей во время работы. Заготовки лучше располагать на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находиться под прямым углом к плоскости стола, угол должен составлять около 30°.
Теперь следует ударить по дуге так, чтобы она перемещалась вдоль намеченного сварного шва.
Сварку можно вести под обратным углом, в этом случае наклон в 30° идет в сторону сварного шва. При сварке под углом к фронту электрод наклоняется назад, в сторону от сварного шва. Электрод следует вести более или менее как карандаш – на высоте 2 мм от поверхности свариваемых деталей.
Теперь перейдем к дуге и электродам.
Быстрое зажигание дуги и правильное поддержание дуги – это, пожалуй, самое важное для успешной инверторной сварки. Дуга не должна прерываться – именно за этим нужно следить, когда электрод приближается к плоскости детали.
Электрод зажигается двумя способами: постукиванием или ударами. Если электрод новый, он легко зажигается. Если его уже обжигали, он покрыт слоем шлака, который препятствует быстрому воспламенению расходного материала.
В этом случае необходимо дольше постукивать по электроду, чтобы разрушить слой. Зависимость между сварочным током и диаметром электрода можно легко рассчитать с помощью таблиц, которые в изобилии имеются в Интернете.
Если у вас продвинутая модель инвертора, она оснащена дополнительными функциями, которые существенно облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция HotStart или горячий старт облегчает зажигание дуги.
- Функция антиприлипания или форсажа дуги активируется, если электрод слишком быстро приближается к металлической поверхности. Эта функция повышает уровень тока.
- AntiStick или антизалипание, напротив, отключает ток, чтобы предотвратить перегрев сварочного аппарата.
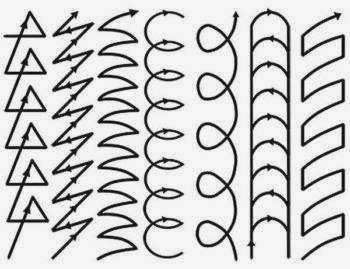
Лучше всего учиться на самом простом виде сварки, а именно на сварке резьбы, где электрод нужно держать прямо, без каких-либо колебательных движений.
Как только вы начнете уверенно чувствовать себя в технике резьбы, можно приступать к сварке металлов с колебательными движениями различной конфигурации – их существует несколько.
В этих случаях первые несколько колебательных движений следует использовать для создания сварочной ванны. Наклоните электрод под углом 30°, не больше и не меньше. После завершения шва удалите шлаковую корку молотком и зачистите новый шов металлической щеткой.
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать сварочный ток в соответствии с толщиной прутков. Это два связанных свойства, которые оказывают большое влияние на прочностные характеристики сварного шва и изделия в целом. Для каждого типа сварочного материала существует наиболее подходящий ток.

Важно! Выбор неправильного сварочного тока для электродов диаметром 2, 3, 4, 5 мм при сварке массы или дуговой сварке может привести к неприятным последствиям. При недостаточном напряжении произойдет разрыв сварного шва, а при превышении – разлив сварочного материала.
В настоящее время выпускается ряд компактных сварочных аппаратов, которые подходят для домашнего использования. Они используются для сварки небольших металлических конструкций, таких как заборы, крыши, двери и многое другое. Для этих целей подходят сварочные материалы малого диаметра – 1, 1,5, 2 мм. Номинальное напряжение для стержней таких значений должно составлять от 30 до 45 ампер. Регулировка аппарата должна быть плавной. Дело в том, что даже небольшая ошибка может негативно сказаться на качестве сварного шва.
Эта информация всегда указывается в описании на упаковке сварочных материалов. Однако ниже рассмотрим примерные параметры, которые часто используются при сварочных работах.
Сварочный ток для электрода диаметром 6-8 мм
Как выбрать сварочный ток при использовании сварочных материалов диаметром 6-8 мм? Необходимо соблюдать определенное значение напряжения, это требуется для получения прочного сварного шва. Как правило, для больших диаметров следует использовать напряжение в 250 ампер.
Но как правильно выбрать силу тока при инверторной сварке, если выполняется тяжелая работа? Опытные сварщики советуют устанавливать напряжение в пределах 300-350 ампер. Но при этом не стоит забывать о толщине металла заготовок, это также влияет на размер диаметра стержня.
Особенности практического определения
Как уже говорилось выше, опытные сварщики способны самостоятельно определить силу тока и диаметр прутка, не прибегая к помощи специальных таблиц, нормативов или графиков. Для проведения расчетов им достаточно знать размеры заготовок и основные свойства металлов.
Для облегчения этой задачи можно использовать таблицу сварочного тока для инвертора:
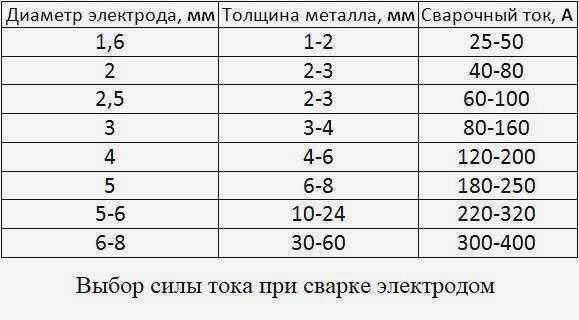
Это облегчает выбор правильных настроек для сварки металлических заготовок определенной толщины. Кроме того, стоит обратить внимание на инструкции к сварочным материалам и оборудованию. Однако существуют формулы, которые можно использовать для расчета тока.
Если диаметр расходного материала составляет 4 мм или более 6 мм, используйте следующую формулу:
I = (20 + 6d) d В этом под I это сила тока, выраженная в амперах. d означает диаметр электродов, выраженный в миллиметрах.
Сила тока при сварке электродами диаметром 3 мм и менее рассчитывается по несколько иной формуле:
I = 30 d
Однако для расчетов напряжения при использовании прутков диаметром 3-4 мм рекомендуется использовать формулу
I = 40 d
Стоит отметить, что! На практике расчетные значения всегда изменяются и корректируются. Часто проводится коррекция в сторону уменьшения – достигается снижение на 10-15%.
Прямая и обратная полярность для дуговой сварки
Полярность зависит от конкретного способа подключения сварочного аппарата.Почти все аппараты универсальны в этом отношении, поскольку Чтобы изменить полярность, просто переместите клеммы в цепи.
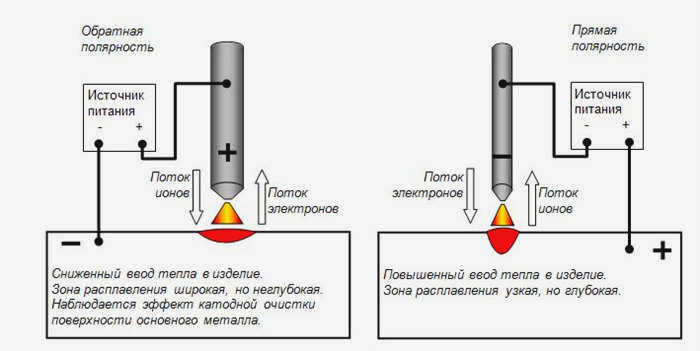
В чем разница между прямой и обратной полярностью?
Прямая полярность больше подходит, когда необходимо соединить две толстые детали и швы должны быть глубокими. Соединение обратная поляризация приводит к появлению катодной и анодной точек в процессе. Более горячая из них (анодная точка) возникает на заготовке: в этой точке подключается положительный полюс. В результате металл нагревается (и, следовательно, плавится) на большую глубину. Это позволяет обрабатывать алюминий, чугун и другие детали из сложных сплавов.
Обратная полярность используется наоборот при обработке тонких и легкоплавких металлов, так как более горячая анодная точка может быть создана только на расходном материале, что означает, что к заготовке прикладывается гораздо меньше тепла, которое больше распространяется по поверхности металла и создает более широкую, но менее глубоко проникающую зону.
В зависимости от области применения и материала сварщик выбирает тот или иной вариант полярности на инверторе. У молодых специалистов, не изучивших теоретическую часть, часто возникают проблемы при работе с малым или толстым металлом. Поэтому важно внимательно изучить техническую документацию, которая прилагается к инвертору. Только после этого можно переходить к практической части.
Применение
Какой ток следует устанавливать при ручной дуговой сварке, зависит от нескольких критериев, которые, в свою очередь, зависят от конкретной работы и желаемого результата. Чтобы установить силу тока, следует обратить внимание на следующее диаметр электрода и толщину свариваемого металла. Чтобы понять, с каким типом тока работать, необходимо знать марку электрода. Установка полярности зависит от свариваемого металла.
Во всех этих нюансах легко разобраться, если у сварщика большой опыт. Но если его нет, то, изучив правила пользования или используя предварительные испытания выбранных параметров, можно добиться желаемого результата. Самое главное – это практика. А о том, как выбрать электроды для сварки, вы можете прочитать здесь.
Подписывайтесь, нам интересно:
Поделитесь с друзьями: