Причины, которые мы можем изменить:

Почему залипает электрод при сварке инвертором: причины и решения

Проблема залипания электрода довольно распространена среди начинающих сварщиков. В этом обзоре мы рассмотрим причины залипания электрода во время сварки и найдем простые решения этой проблемы. В будущем вы сможете избежать этой проблемы и минимизировать усилия и время, затрачиваемые во время сварки.
Чтобы понять проблему прилипания сварочного материала, нам необходимо рассмотреть типы электродных покрытий. Наиболее популярными на рынке являются рутиловое и щелочное покрытие. На практике разница в использовании этих покрытий существенна.
Основное покрытие используется для создания ровного сварного шва. Электроды с щелочным покрытием могут гарантировать прочный сварной шов, устойчивый к коррозии и различным напряжениям. Даже если готовое металлическое изделие должно работать при низких температурах, это станет возможным благодаря формированию электродного шва с основным покрытием. Перед использованием проводника рекомендуется проколоть его. Не забудьте очистить металлическую основу и удалить загрязнения.
Проводники с рутиловым покрытием чаще используются начинающими сварщиками, так как их легко сваривать. Даже на грязном основании можно получить прочные соединения. Если есть возможность очистить металл, это следует сделать, но даже если нет, можно выполнить надежное соединение.
Сварочные материалы Rutile предназначены для сварки на постоянном или переменном токе. В процессе работы образуется мало примесей, поэтому они популярны в сварочных кругах. При выборе типа покрытия важно определиться с параметрами будущего сварного шва. Например, характеристики включают предел прочности на разрыв, предел текучести, ударные показатели и другие параметры.
Топ-5 причин, по которым электрод залипает во время сварки
Эксперты выделяют ряд основных причин залипания электрода:
- Нарушение условий работы и хранения электрода. Нельзя допускать повышения содержания влаги в электроде. Поскольку электроды покрыты специальным покрытием, они могут потерять свои свойства под воздействием влаги. Поэтому нельзя оставлять их без упаковки и допускать, чтобы они стали влажными. Неправильное хранение приведет к налипанию.
- Производственные ошибки или низкое качество. Если в процессе производства были нарушены какие-либо правила, это может привести к деформации и низкому качеству продукции. Избегайте кустарных производителей. Не гонитесь за низкой ценой в ущерб качеству, что влияет не только на добротность процесса сварки, но и на надежность конструкции. Плохое качество электрода является распространенной причиной прилипания электрода к металлической подложке.
- Неправильная установка силы тока и других параметров. Неправильная установка диаметра сварного шва, а значит и самого электрода, или установка неправильной силы тока может повлиять на качество процесса сварки.
- Загрязненная поверхность свариваемой детали. При подготовке к сварке не забывайте очищать поверхность материала от ржавчины, грязи и других загрязнений. Если этот момент упустить из виду, существует риск плохого контакта электрода с металлом. В результате дуга быстро гаснет, и желаемого соединения достичь не удается. В итоге вы обжигаете электрод несколько раз, что приводит к залипанию наконечника.
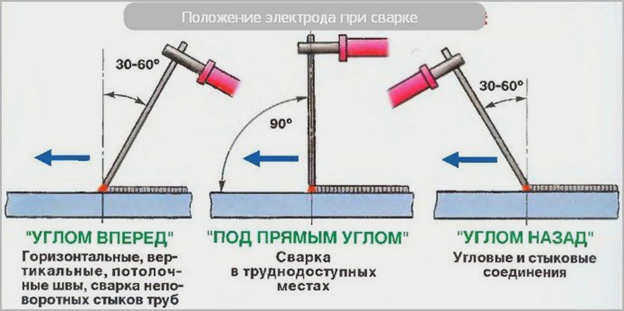
- Неправильный поджиг. Распространенная ошибка среди новичков. Слишком долгое прижатие кончика электрода к металлической детали. Это приводит к высокой температуре, которая практически спаивает электрод.
Покрытия для электродов: какие бывают
Чтобы понять, почему расходный материал заклинивает, важно рассмотреть типы электродных покрытий. Наиболее популярными на рынке являются продукты с рутиловым и щелочным покрытием. На практике разница в нанесении этих покрытий существенна.
Основное покрытие используется для создания ровного сварного шва. Электроды с основным покрытием способны гарантировать прочный сварной шов, устойчивый к коррозии и различным напряжениям. Даже если готовое металлическое изделие придется эксплуатировать при низких температурах, это будет возможно благодаря формированию сварного шва электродом с основным покрытием. Перед использованием проволоку рекомендуется прокалить. Не забудьте очистить металлическую основу и удалить загрязнения.
Проволока с рутиловым покрытием чаще используется начинающими сварщиками, так как ее легко сваривать. Создание прочных соединений возможно даже на загрязненных основаниях. Если есть возможность очистить металл, это следует сделать, но даже в противном случае можно получить надежное соединение.
Рутиловые сварочные материалы предназначены для сварки на постоянном или переменном токе. В процессе работы образуется мало примесей, поэтому они популярны в сварочных кругах. При выборе типа покрытия важно определиться с характеристиками будущего сварного шва. К характеристикам относятся, например, допустимый предел прочности, предел текучести, вязкость и другие параметры.
Основные причины адгезии
Первое, на что следует обратить внимание, – это сварочный инвертор. Если у него низкая мощность, он не сможет обеспечить достаточный ток для сварки толстых деталей. Существует множество других причин, почему электрод прилипает во время сварки, к ним относятся:
- мокрые электроды;
- зажаты или имеют низкое качество;
- материал сердечника не подходит для свариваемого металла;
- большие колебания напряжения в сети, что может привести к низкому сварочному току или к большим колебаниям тока;
- низкоквалифицированный сварщик, боясь прожечь дыру, устанавливает на сварочном аппарате очень низкий ток;
- аппарат или инвертор вышел из строя;
- произошло смешение фаз и сварка на обратной полярности. Это не относится к сварке алюминия и алюминиевых сплавов;
- возможно, имеется неисправность в сварочном кабеле;
- обратите внимание на температуру в сварочной горелке; если она слишком горячая, необходимо подключить к ней кабель;
- низкое качество подготовительных работ, детали не очищены от смазки или ржавчины;
- возможно, вызвано низкой квалификацией сварщика и неспособностью поддерживать уровень горения электрода;
- возможно, вызвано сильным загрязнением электрода.
Как видите, электроды прилипают либо из-за неправильной техники, либо из-за дефекта самих электродов.
Необработанные электроды
Сварочный электрод состоит из стального стержня и порошкового покрытия. Материал покрытия довольно гигроскопичен и при хранении в условиях повышенной влажности поглощает водяной пар из воздуха.
При длительном хранении, даже в умеренно влажном помещении, покрытие может отсыреть.
Если электроды были запаяны на заводе в вакуумную полиэтиленовую упаковку, им не грозит опасность отсыревания. Однако, если пленка даже немного порвется во время транспортировки, электроды неизбежно станут влажными.
Обращение с электродами и предотвращение их прилипания
Прежде всего, избавьтесь от лишней влаги. Часто расходные материалы следует прогреть дома в духовке при температуре 180-200°C. Конечно, домашняя духовка – это лучше, чем ничего. Но технологически этот метод не является лучшим вариантом сушки. Оптимальным вариантом будет специальная печь для нагрева сварочных материалов.
Существуют правила работы с такими печами. Если электроды имеют основное покрытие, их необходимо прокаливать в течение двух часов при температуре 250°C. Предел текучести этих расходных материалов перед началом процесса прокалки не должен быть выше 355 Н/мм. Следует отметить, что все вышесказанное относится к высоколегированным расходным материалам. Низколегированные расходные материалы не нуждаются в прокалке.
Всех этих "печных" сложностей можно полностью избежать, если соблюдать правила хранения и вскрытия упаковок расходных материалов. Существует только одно правило: после вскрытия влагостойкой полиэтиленовой упаковки электроды можно хранить в течение восьми часов, не беспокоясь об их состоянии.
Если время после вскрытия превышает 8-часовой предел, лучше отвердить расходные материалы в течение часа при температуре всего 100°C – "Бог бережет землю". Лучшие электроды для инверторной сварки – это расходные материалы, которые хранились правильно.

Отдельно стоит упомянуть об условиях хранения сварочных материалов. Лучшее решение – специальные отдельные хранилища, которые должны отапливаться зимой и содержаться в сухом состоянии при постоянной температуре не менее 14°C. Влажность воздуха не должна превышать 50 процентов. Само собой разумеется, что такие склады требуют кондиционирования воздуха. Чаще всего расходные материалы укладываются друг на друга.
Что насчет инверторов?
Широкий ассортимент инверторов на рынке делает выбор очень сложным: здесь вступает в силу симптом "многих глаз". Это особенно актуально для мастеров, которые не имеют большого опыта и только читали о прилипании электродов.
Однако требования к инверторным аппаратам довольно специфичны, поэтому можно выбрать и купить подходящий аппарат. Чтобы знакомство с прилипанием осталось чисто теоретическим и вопрос "почему прилипает электрод" никогда не возник на карьерной лестнице в будущем.

Вот требования к инверторному аппарату, которые позволят снизить риск:
- Функция для предотвращения залипания или для предотвращения залипанияВо время залипания ток автоматически сбрасывается до нуля, что позволяет сохранить электрод и сам инвертор. Сюда же относится функция усиления импульсного выхода, которая предотвращает прерывание сварки, когда дуга готова оборваться.
- Функция горячий старт для быстрого и чистого зажигания дуги.
- Автоматический автоматический выключатель – включая защиту от перегрева.
- Диапазон напряжения питания от 160 до 250 В для работы в случае скачков напряжения в сети.
Неправильные настройки инвертора
Здесь необходимо сделать оговорку – проблема может заключаться не только в сварщике. Да, иногда очень трудно выбрать правильный сварочный ток в период обучения. Для каждого вида сварки требуется свой ток.
Однако бывают случаи, когда ток на инверторе установлен правильно, но электрод все равно прилипает к металлу. В этом случае причиной неисправности является то, что инвертор не выдает нужный ток.

Часто причиной является дешевый и некачественный сварочный аппарат, а также плохое напряжение в сети. Если оно ниже 200 вольт, инвертор никогда не сможет выдать заданное значение тока, хотя может работать правильно.
Все эти проблемы важны для начинающих сварщиков.
Ржавый металл и неправильный поджиг дуги
Само собой разумеется, что металл должен быть очищен от толстого слоя ржавчины. Именно ржавчина, грязь и старая краска препятствуют контакту между металлом и электродом, что приводит к постоянному залипанию.

Эта проблема также возникает из-за неправильного зажигания сварочной дуги. Ударяя электродом по поверхности металла, сварщик слишком долго прижимает электрод к поверхности, что приводит к короткому замыканию, быстрому плавлению металла и прилипанию электрода, если его вовремя не убрать.
Неправильная настройка сварочного аппарата
Это относится к сварочному току. Если сварочный ток настроен неправильно, электроды будут постоянно прилипать к металлу.
Низкий сварочный ток означает, что дуга нестабильна, постоянно обрывается, и электродный стержень прилипает к металлу. Для определения сварочного тока можно воспользоваться приведенной ниже таблицей.
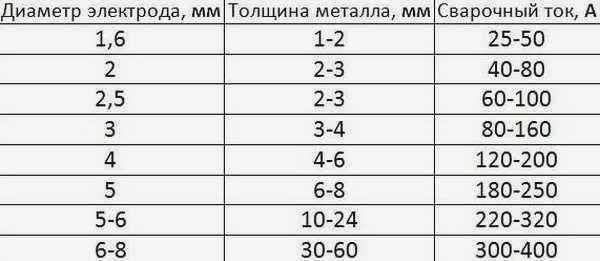
В ней указан сварочный ток для каждого диаметра электрода в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и грязи на поверхности металла также приводит к этой проблеме. Отсутствие хорошего контакта – верный шаг к прилипанию электрода.

Поэтому перед сваркой металл необходимо тщательно подготовить – удалить ржавчину, масляные пятна и пятна краски. Некоторые электроды менее чувствительны к ржавому металлу, а другие, наоборот, не терпят грязи и постоянно заедают из-за нее.