Прочность сварного шва не хуже, чем при аргонной сварке.
Как сваривать алюминий инвертором – пошаговое руководство


Технология
Автор Сварщик Читать 4 минуты Просмотров 392 Опубликовано 11.04.2019
Алюминий – не самый прочный материал, поэтому неудивительно, что предметы, изготовленные из него, часто ломаются. Необязательно нести их в мастерскую, отремонтировать их можно и дома, сварив алюминий инвертором. Однако для создания надежных соединений необходимо учитывать необычные свойства этого капризного материала.
Можно ли сварить алюминий инвертором?
Сложность сварки алюминия инвертором обусловлена особенностями этого материала:
- Оксидный слой, покрывающий поверхность этого металла, имеет температуру плавления 2000⁰C, а металл имеет температуру плавления 660⁰C.
- Этот слой удаляется перед началом работы. Сварка начинается сразу после удаления оксида, чтобы очищенная поверхность не успела окислиться.
- Прочность алюминия снижается при значительной разнице температур.
- Из-за высокой текучести металл имеет тенденцию вытекать из сварочной ванны, что затрудняет вертикальные сварные швы.
- Из-за высокого коэффициента теплового расширения заготовки могут деформироваться при сжатии, и сварной шов может треснуть.
- Цвет алюминия не меняется при нагревании, что затрудняет контроль инверторной сварки.
Сварка алюминия и его сплавов
Трудности при сварке алюминиевых сплавов и чистого металла связаны со свойствами металла:
- Температура плавления оксидного слоя, покрывающего поверхность этого материала, составляет 2044⁰C, а металла – 660⁰C.
- Поверхность капель, образующихся при плавлении алюминия, немедленно окисляется, что делает невозможным формирование монолитного сварного шва. Поэтому сварочная ванна должна быть защищена от контакта с воздухом.
- Из-за высокой текучести расплавленного металла трудно контролировать сварочную ванну. Эта проблема решается путем подкладывания под заготовки железных пластин для отвода тепла.
- Алюминий содержит водород, который выделяется при остывании соединения, образуя поры и трещины. Сплавы содержат кремний, который способствует образованию трещин при охлаждении шва.
- Алюминий имеет высокий коэффициент теплового расширения, поэтому усадка при охлаждении приводит к деформации деталей.
- Из-за высокой теплопроводности сварка должна производиться током в 1,5-2 раза выше, чем для стали.
- При сварке алюминия своими руками не всегда можно определить марку сплава, поэтому определение оптимального режима сварки затруднено.
Методы сварки алюминия
Выбор метода сварки алюминия в домашних условиях зависит от имеющегося оборудования. Было разработано несколько методов, но популярными стали только три.
Вольфрамовый электрод
Этот метод используется для сварки алюминия, когда очень важна прочность сварного шва. Он образуется путем сплавления сварочной проволоки диаметром 1,6 – 4 мм с дугой, образованной вольфрамовым электродом. Для защиты от окисления к месту сварки подается аргон или гелий.
Работы выполняются с использованием переменного тока. Если работы проводятся в помещении, расход газа устанавливается на уровне 5 – 8 л/мин, на открытом воздухе – больше. Диаметр электрода и сила тока, в зависимости от толщины свариваемой детали, указаны в таблице:
Читайте также: Какова температура плавления чугуна?
| 1 | 1 – 2 | 10 – 15 |
| 1,6 | 2 – 3 | 30 – 90 |
| 2 | 3 – 4 | 50 – 100 |
| 3 | 4 – 6 | 100 – 160 |
| 4 | 6 – 7 | 150 – 220 |
| 5 | 7 – 9 | 210 – 280 |
| 6 | 9 – 10 | 260 – 300 |
При сварке обращайте внимание на нюансы метода:
- поддерживать длину дуги на уровне 2,5 мм;
- электрод располагается под углом 80⁰ к шву;
- проволока подается под углом 90°⁰ к электроду;
- резак с электродом следует за проволокой без бокового движения;
- проволока подается короткими отрезками для равномерного заполнения шва;
- конец электрода должен образовывать шарик правильной формы, если нет – ток следует увеличить;
- газ должен быть включен за 4 – 5 секунд до начала сварки, после чего газ должен быть выключен через 6 – 7 секунд.
Что нужно знать, чтобы сделать хороший сварной шов?
Хотя метод почти не отличается от обычной дуговой сварки, необходимо учитывать следующие моменты:
- Сварочный ток должен составлять около 70-100 А
- Сварка должна производиться короткой дугой.
- Угол наклона электрода должен составлять 90 градусов.
- Электрод горит в три раза быстрее, чем при обычной сварке стали.
Сварка алюминия намного сложнее, поэтому, если вы никогда этого не делали, я настоятельно советую вам попрактиковаться, что я и сделаю.
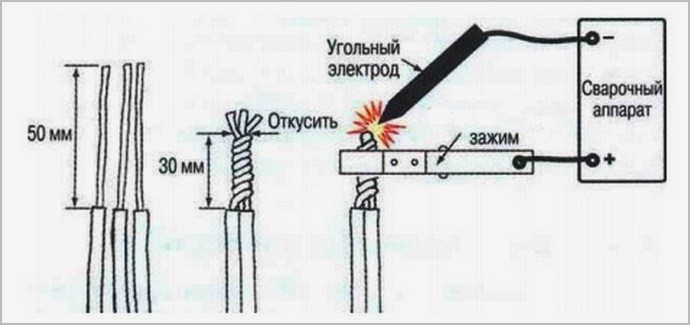
Сварка алюминия обычным инвертором без аргона
Мой первый опыт сварки этого металла в среде без аргона. Я буду сваривать толстый листовой металл. Закрепляем детали зажимами. Минус подключается к нижней пластине. Плюс – к электроду.

Первоначально я рекомендую установить ток 100 А и попробовать.

Сваривайте все короткой дугой, так как быстрое плавление электрода делает его очень трудноуловимым, особенно если вы к этому не привыкли.

Когда вы станете более опытным, можно будет стабильно держать дугу.

Как и после обычной сварки, отбиваем окалину молотком.

И чистим щеткой.

Не будем судить, это хороший результат для первой тренировки.

Особенно если учесть, насколько это трудоемко и непривычно после обычной сварки стали.

Электроды

Наиболее популярными электродами, используемыми для инверторной сварки алюминия, являются электроды следующих серий:
- ОЗА-1. Они используются для сварки деталей из чистого алюминия. Перед сваркой необходимо удалить оксидный слой и нагреть поверхность до сухого состояния.
- ОЗА-2 .. Применяются для наплавки кремний-алюминиевых сплавов, а также для восстановления поврежденных отливок.
- ОСАНА-1 .. Для деталей из чистого алюминия толщиной более 10 мм. Нагрев до 400°C.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- OKB96.20. Для сварки алюминиевых сплавов с добавлением Mn, Mg и Si. Также подходит для дюралюминия.
Для получения прочного и долговечного соединения электроды должны использоваться строго по назначению. Для этого необходимо указать тип свариваемого алюминиевого сплава.
Блок: 7/9 | Количество знаков: 800
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Техника сварки покрытым электродом
Алюминиевые детали свариваются инвертором с использованием тока обратной полярности, в нижнем положении сварки.. Это связано с высокой вязкостью сплава и необходимостью высокой скорости вращения электрода.
Электрод удерживается перпендикулярно линии сварки или под небольшим углом назад. Траектория движения прямая, без боковых колебаний.
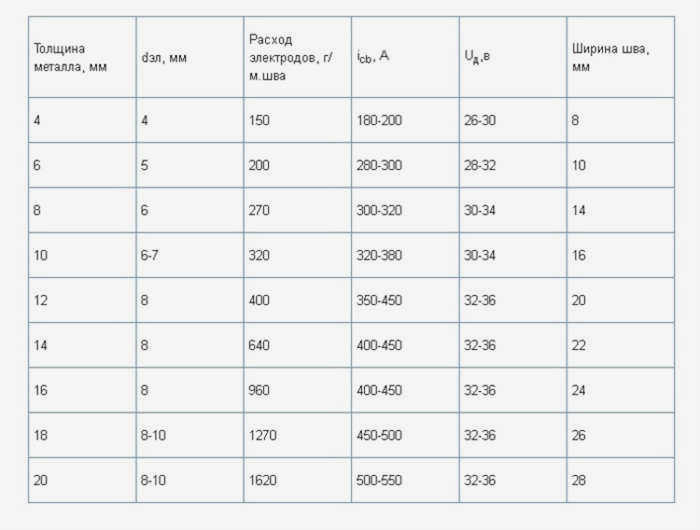
Условия работы при сварке алюминиевых деталей различной толщины.
Вещества в наплавке увеличивают сопротивление материала сварочной ванны прохождению тока, что затрудняет повторное зажигание дуги.
Если дуга гаснет, удалите слой шлака из кратера и конец стержня, отступите на 1 см.. Оставшуюся часть шва и кратер необходимо заварить заново, чтобы избежать пористости.
В конце шва поверхность зачищают от шлака и промывают водой.
Блок: 8/9 | Количество знаков: 865
Источник: https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html
Количество блоков: 24 | Общее количество символов: 29710
Количество используемых доноров: 7
Информация о каждом доноре:
- https://plavitmetall.ru/svarka/alyuminiya-v-domashnix-usloviyax-invertorom.html: Использовано 4 блока из 4, количество символов 3060 (10%)
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-invertorom.html: 2 блока из 4 использованных символов, количество символов 4551 (15%)
- https://svarka.guru/tehnika/opredelennih-metallov/invertorom-alyuminiya-elektrodami.html: 5 блоков по 9 символов использовано, количество символов 3817 (13%)
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-invertorom.html: 1 блок из 5 символов использован, количество символов: 1 124 (4%)
- https://svarkaprosto.ru/tehnologii/svarka-alyuminiya-invertorom: 2 блока по 5 символов, количество символов: 1660 (6%)
- https://WeldElec.com/info/kak-pravilno-varit/alyuminiy/doma/: 4 блока по 5 символов, подсчитано 12 910 символов (43%)
- https://SdelaySam-SvoimiRukami.ru/4456-svarivaem-alyuminiy-bez-argona.html: Использовано 5 блоков из 7, учтено 2 588 символов (9%)