Этот процесс является разновидностью электродуговой сварки, которая осуществляется в инертной среде – аргоне. Латунь сваривается в аргоне с использованием более дешевых, но более износостойких вольфрамовых электродов. Газообразная среда необходима для того, чтобы избежать контакта испаренного цинка с кислородом, что предотвращает образование оксидного слоя.

Пайка чугуна: методы и способы, выбор флюса и припоя. Подготовка деталей
Промышленная пайка чугуна считается трудоемкой и утомительной задачей, что объясняется особенностями структуры выплавляемого материала. Чугун характеризуется содержанием графита, который ограничивает доступ припоя к поверхности.
Поэтому перед пайкой материал необходимо подвергнуть дробеструйной обработке. После выполнения этой процедуры пайка (спаивание) чугуна становится намного проще, так как на поверхности практически нет графита.
Пайка латуни: как и чем паять латунь
Пайка латуни для получения качественных и надежных соединений – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. Последний требует использования проволоки, которая может быть изготовлена из олова или сплава металла со свинцом. Если процесс хорошо изучен и имеется все необходимое оборудование и расходные материалы, его можно успешно выполнить даже в домашних условиях.

Процесс пайки латунных компонентов
Читайте также: Ремонт радиаторов в домашних условиях и что делать, если радиатор протекает
Преимущества и недостатки
Если у вас есть необходимые инструменты и материалы, а также после ознакомления с основными приемами работы с латунью, вы сможете выполнить пайку этого материала самостоятельно.
Пайка латуни имеет несколько особенностей. Эта технология предполагает использование специально подготовленного припоя, который вводится в зазор между деталями и действует как "удерживающий" элемент. Кроме того, важную роль играет оборудование, используемое для расплавления припоя.
Типичным методом является использование газовой горелки для расплавления проволоки припоя при температуре ниже, чем температура плавления самой латуни. Эта техника позволяет надежно соединять отдельные компоненты из одинаковых или разнородных материалов.
В некоторых случаях использование пайки латуни является единственно возможным способом достижения постоянных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплавляется каждый из соединяемых металлов. В этом случае термическому воздействию подвергаются только твердый припой и олово, а состояние соединяемых деталей остается неизменным.
Эта особенность позволяет обрабатывать латунные изделия очень маленького размера и веса, не причиняя им никакого вреда.

При пайке важно помнить, что этот процесс требует использования более мягких расходных материалов, чем те, которые применяются при сварке. Следовательно, паяные соединения считаются менее прочными, чем сварные.
В случае с латунью цинк полностью испаряется из тела припоя (из-за высокой температуры), что делает сварной шов пористым и снижает качество образующихся соединений.
Кроме того, при пайке латунных компонентов важно правильно их выровнять, в этом случае предпочтительнее соединение внахлестку.
Применение
Современные медно-цинковые сплавы широко используются в таких отраслях, как
- электроника и электротехника
- приборостроение и инструментальное производство;
- производство холодильного и вентиляционного оборудования.
Если все необходимое имеется в наличии (припой необходимого качества, флюс и паяльная горелка), можно лудить латунные поверхности для защиты их от коррозии. Лужение также необходимо для ремонта латунных отопительных и водопроводных систем.
В зависимости от типа припоя, используемого для пайки, соединения делятся на высокотемпературные и низкотемпературные. Такое деление позволяет использовать более тугоплавкие соединения для пайки компонентов, обрабатываемых при высоких температурах.
Высокотемпературная пайка невозможна в домашних условиях, так как для этого требуется специализированное оборудование.
Пайка латуни с чугуном
Сообщение # 9 AnSm " 18 апр 2016, 23:19
vovasm писал(а):Источник цитаты есть 3 мощные пропановые горелки.
Можно было бы попробовать. У горелки широкое пламя. Важен общий нагрев, а не локальный, как при сварке. Самое главное – обрезать края, чтобы чугун был чистым и не потрескался. Оставьте только несколько контактных точек для позиционирования. Отрежьте и отшлифуйте шлифовальной машинкой. Латунь хорошо прилипает к отшлифованной латуни. Сначала нагрейте края до 500-600 градусов. Затем запеките края с латунью и сшейте их вместе. Не делайте все сразу. Это очень много латуни, она треснет сразу после нагрева. Сделайте несколько проходов и обработайте каждый шов горячей ковкой, чтобы запечатать его.
Но сначала потренируйтесь. Я, однако, паял сразу. Никакой практики, и все получилось.
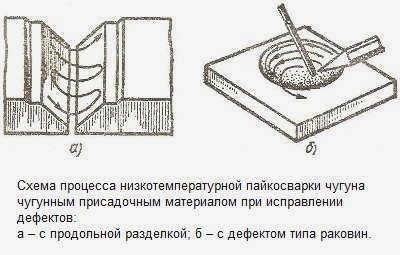
Подготовка поверхности и вырезание зазоров перед пайкой чугуна

Особое внимание следует уделить предварительной обработке поверхности, подлежащей пайке или лужению. В принципе, этот метод ремонта применим к трещинам и сколам в массивных компонентах, когда замена на новый компонент не оправдана технологически или из-за стоимости или производственных трудностей. Резка и обработка трещин должны выполняться по определенным правилам, чтобы продлить срок службы всего узла и добиться хорошего контакта металла с припоем.
Предварительное лужение поверхности улучшает качество и надежность последующей пайки. Лужение выполняется по следующей схеме:
- Детали предварительно лудят до тех пор, пока на поверхности не появится равномерный блеск. Пайка чугуна в домашних условиях требует использования металлической щетки и абразивов подходящей зернистости.
- Обезжиривают с помощью жидкостей, подходящих для этой цели.
- Поверхность предварительно обрабатывается флюсом. Водный раствор хлорида цинка с добавлением хлористых солей можно считать универсальной обработкой для чугунных изделий, независимо от формы графитовых включений.
- Детали нагреваются до рабочей температуры флюса. Наносится флюс.
- Паяемый участок дополнительно нагревается до температуры плавления припоя.
- Наносится припой. Компонент со слоем луженого металла готов к дальнейшей пайке.
Обработка трещин, которые относительно малы по сравнению с геометрией всего компонента, часто затруднена из-за этого факта. Очень трудно лудить глубину трещины, так как до нее невозможно добраться. Если слой припоя используется просто для герметизации трещины, не углубляясь в нее, все равно остается возможность попадания влаги внутрь металла либо при пайке, либо при лужении из-за разницы температур в полости.
Сварка латуни: методы и особенности сварки латуни
- Домашняя страница
- Статьи
- Какие существуют способы сварки латуни?

По своей структуре латунь представляет собой сплав двух природных металлов – цинка и меди в различных пропорциях. Часто в небольших долях добавляют другие элементы, от марганца до железа, чтобы придать конечному продукту различные свойства.
Изделия из латуни широко используются во всех отраслях современной промышленности, поэтому существует высокий спрос на такую услугу, как сварка латуни. Процесс является технологически сложным и сопряжен с определенными рисками:
- образование слоя оксида цинка;
- кипение и последующее испарение цинка;
- поры и зазоры в сварном шве.
Эти проблемы решаемы при правильном подходе к процессу сварки изделий из латуни и соблюдении технологических требований.
Я даю согласие на обработку моих персональных данных, нажав кнопку "Отправить запрос".
Чугунная облицовка
Наплавка чугуна может осуществляться специальными электродами следующих марок:
МНЧ-2, используются для критических сварных швов, наплавка производится без подогрева. ОЗЧН-1 используются для обработки серьезных дефектов. ОНЧ-2 используются для наплавки ковкого и серого чугуна. Технология наплавки чугуна представлена в статье "Наплавка металлов: электрод и другие".
Газообразная наплавка осуществляется с использованием тепла, выделяемого при сжигании смеси ацетилена (заменителей ацетилена) и кислорода. В качестве расходных материалов используются литейные стержни и флюсы.
Меры предосторожности
Сварка в промышленной среде требует от сварщика наличия сертификата на проведение соответствующего вида работ.
Горячая рабочая зона должна быть оснащена специальным оборудованием, предназначенным для удаления пыли, образующейся во время сварки.
Существуют также общие правила, которым должны следовать как профессиональные сварщики, так и мастера-самоучки:
- Сварщик должен иметь заземлениеЭто гарантирует безопасность оператора.
- Использование средств индивидуальной защиты является обязательным..
- Электросварка в домашних условиях должна проводиться в хорошо проветриваемом и освещенном помещении.