Этот метод холодной пайки используется при отсутствии опыта горячей сварки. Никаких специальных инструментов не требуется. В этом случае, как и в случае с клеем или пастой, используется простое физическое свойство готовой эпоксидной смеси – она затвердевает при остывании.

Все о соединениях полипропиленовых труб, технологии и монтаже

Одной из главных особенностей пластиковых труб является их меньшая цена и вес, более длительный срок службы и простота монтажа. Особого внимания заслуживает возможность соединения труб без пайки или с пайкой, но более быстрым способом, чем их металлические аналоги.
Давайте разберемся, какие существуют варианты соединения полипропиленовых труб, и как использовать различные технологии монтажа в быту.

Полипропиленовые трубы: способы соединения
Выбор технологии монтажа пластиковых труб зависит от типа изделий и их свойств. Методы, используемые для соединения секций, делятся на две большие группы:
К ним относятся сварка или пайка, представляющие собой нагрев материала для изменения его агрегатного состояния. Этот метод используется для создания плавления в месте соединения и обеспечивает отсутствие утечек и равномерное распределение механических напряжений.
Сварные соединения – это, прежде всего, неразборный тип монтажа. Этот тип соединения труб является неразъемным соединением и используется до истечения срока годности продукции. Чаще всего этот метод используется для достижения высокой прочности трубопровода. Пайка осуществляется с помощью специального оборудования или ручного инструмента.
- Второй – "холодный"..
Он соединяет полипропиленовые трубы без пайки. Этот метод используется, когда необходимо быстрое соединение при отсутствии навыков сварки.
Способ монтажа для этого варианта – разъемный или резьбовой. Его можно использовать при соединении тонких труб, полипропилена с металлом. При использовании этого "холодного" метода применяются соединительные элементы – полипропиленовые фитинги, размеры и габариты которых соответствуют основному изделию – трубам.
Зная, как соединить полипропиленовые трубы без пайки, можно заранее подобрать комплектующие, подходящие для условий работы, и обеспечить быстрый монтаж.

Технология пайки
Полипропилен при нагревании становится мягким, напоминая пластилин. Частицы жидкого материала проникают в соседний компонент. При охлаждении он затвердевает и становится прочным на разрыв. Остывший шов технически не уступает основному материалу. Для обеспечения качественного шва рекомендуется соблюдать следующие условия:
- Полипропилен нагревается с помощью машины до тех пор, пока он не станет липким, в соответствии с инструкциями в руководстве по эксплуатации машины;
- спаивайте изделия из одного материала, не соединяйте полипропиленовые детали с разной маркировкой, прочность соединения будет нарушена;
- соединение концов и фитингов должно быть плотным, без зазоров, перекосов, плотное прилегание обеспечивается шлифовкой обрезанных краев труб наждачной бумагой;
- полипропилен быстро связывается, выравнивание возможно в течение нескольких секунд, после полимеризации исправить дефект будет невозможно.

Термопластичные свойства полипропилена позволяют надежно соединить компоненты. Прочное соединение может быть достигнуто только при соблюдении технологии сварки и выборе высококачественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На машинах, поддерживающих установку нескольких насадок, рукав можно установить в удобном положении. Положение нагревательной вставки не влияет на качество нагрева.
Сложные для сварки
Пробная сборка и соединение первого звена системы может осуществляться на столе или на полу в удобном месте. Дальнейшая сварка на месте осуществляется при различных технических условиях. Некоторые участки системы труднодоступны для утюга.
Перед пайкой труб в труднодоступных местах рекомендуется найти удобное положение. Неудобное положение приводит к задержкам и различным неисправностям, напр:
- перегрев деталей с плавлением и растеканием полипропилена;
- соединение, которое глубже или меньше стандартного;
- сборка с изгибом или скручиванием детали.

При нагреве и соединении необходима синхронизация: обе детали нагреваются и извлекаются из сопла одновременно. Невозможно обойти паузу перед сборкой нагретых деталей. Пауза вызвана необходимостью установки машины на место. Время технического простоя напрямую зависит от опыта и скорости работы мастера. Ошибки в обращении приводят к нахлесту, смешению швов, растрескиванию и ухудшению качества соединения.
Температура пайки и время сварки
Температура пайки для труб ППС одинакова для всех типов арматуры и всех диаметров и составляет 260℃. Эта температура должна быть установлена на термостате паяльника и всегда должна соблюдаться. Во время работы можно случайно повернуть термостат, поэтому я рекомендую время от времени заглядывать в него. Двести шестьдесят градусов Цельсия, плюс-минус несколько градусов – нет никакой необходимости в том, чтобы температура была выше, чем должна быть!
Некоторые "гики" устанавливают температуру в 300℃ (обычно это максимальная температура паяльника), чтобы увеличить скорость. Скорость пайки, конечно, увеличивается, но качество ухудшается, и вероятность отказа значительно возрастает! Элементарный перегрев снижает прочность соединения, увеличивает вероятность появления загрязненных участков (полипропилен прилипает к насадке и выгорает), а также часто заделывает внутренний проход трубы.

"Батт" на жаргоне сантехников – это конец трубы, который заделан в фитинге либо плотно, либо с малой пропускной способностью. Часто такой дефект приводит к катастрофически низкому давлению воды или плохому отоплению радиатора. Дефекты фитингов возникают из-за слишком высокой температуры и времени пайки – либо из-за слишком высокой температуры паяльника, либо из-за слишком долгого нагрева компонентов, а иногда и из-за того, и другого.
Еще одной причиной более высоких температур паяльника является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен создают определенные трудности!
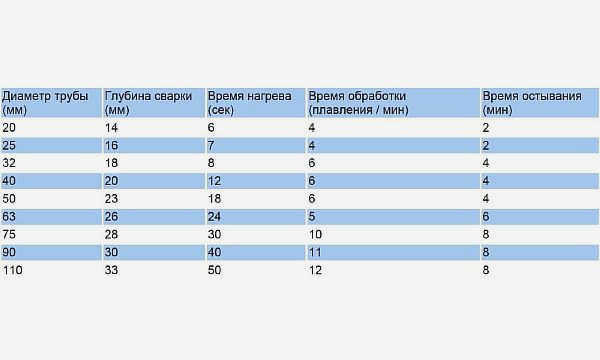
Поэтому для правильного выполнения процесса необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время нагрева трубы и фитинга зависит от их диаметра. Данные приведены в таблице ниже и относятся ко всем типам полипропиленовых труб.
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время сварки, сек Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Процесс пайки полипропиленовых труб
После включения паяльника прогрейте его в течение 10 минут. Если на насадках есть грязь – удалите ее несинтетической тканью или бумагой на горячем паяльнике. Не удаляйте грязь металлическими предметами – это повредит антипригарное покрытие.
Размер вставки трубы в раструб фитинга зависит от конкретного диапазона и обычно составляет 15 мм для трубы D20 и 20 мм для следующих диаметров. Лучше всего измерять этот размер рулеткой на конкретной детали – кран в фитинге имеет четко очерченные границы.
Непосредственно перед сваркой протрите трубу и внутреннюю часть фитинга чистой сухой тряпкой – свариваемые поверхности должны быть чистыми. Конечно, она не должна быть стерильной – нет необходимости протирать пластик спиртом, как советуют некоторые.
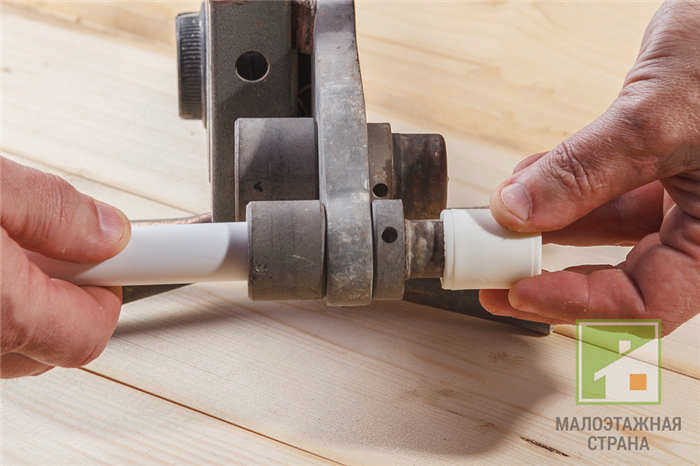
Трубу и фитинг одновременно помещают по разные стороны от нагретой насадки и выдерживают необходимое время нагрева. При нагревании полипропилена не нужно поворачивать трубу и фитинг, чтобы быстрее разместить их на насадке! Если трудно надеть фитинг на насадку, напрягите грудные мышцы.
Некоторые насадки сконструированы таким образом, что при пайке фитинг очень трудно надеть, и он полностью надевается на насадку через 3-5 секунд. Когда отсчитывать правильное время нагрева? Первое, на что следует сослаться, это тот же документ ТР 125-02:
"Время нагрева и плавления – это время, отсчитываемое с момента, когда трубы и детали полностью вошли в рабочие органы электронагревательного инструмента и расплавились".
Поскольку трубка трудно вставляется в насадку и новичку трудно определить, полностью ли она вошла, рекомендуется сначала отметить на трубке метки, до которых трубка должна быть вставлена в паяльник. Точная глубина немного отличается у разных производителей, поэтому лучше предварительно измерить ее в раструбе фитинга.
Это хорошее руководство для начинающих. Скажу лишь, что с опытом приходит понимание: при "тугой" насадке и стандартном времени нагрева он слишком расплавляется.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводные трубы имеют свои особенности в плане технологии монтажа, обусловленные свойствами исходного материала. Перед пайкой полипропиленовых труб необходимо приобрести специальный инструмент для этой цели.
Его набор не очень обширен, но есть некоторые инструменты, которые используются только в этом процессе:
Ножницы для резки полипропиленовых изделий. Они необходимы для того, чтобы разрез был строго перпендикулярным. Если в паяном соединении будет зазор, то существует риск протечки соединения.
Шайба – это инструмент, используемый для удаления заусенцев с поверхности заготовки перед пайкой. Без этого приспособления невозможно паять полипропиленовые трубы, армированные каким-либо материалом. Пайка полиэтилена представляет собой диффузионный процесс, при котором расплавленный материал взаимопроникает друг в друга.

Естественно, алюминий или стекловолокно не подходят для этой цели. С помощью этого инструмента можно также снять фаску на концах соединяемых деталей под углом 45 градусов для облегчения соединения в процессе пайки.
Существует множество конструкций этого аксессуара, поэтому при покупке инструмента есть широкий выбор.
Паяльник. Основной инструмент, используемый при пайке полипропиленовых водопроводных труб. Его основой является пластина, к которой крепятся сменные втулки разных размеров. Эти втулки парные – одна для фитинга, другая для трубы.
Температурные стандарты
Сварка полипропиленовых труб, как уже говорилось, должна производиться в соответствии с действующими правилами. Все должно быть сделано медленно и правильно. Это относится и к температуре. Очень важно соблюдать не только температуру для сварки полипропиленовых труб, но и время.
К каждому сварочному аппарату прилагается инструкция, в которой указаны все необходимые рекомендации по времени и температуре для изделий из различных материалов. Несоблюдение этих рекомендаций приведет к уменьшению внутреннего диаметра и снижению циркуляции воды в системе.
Также для новичков специалисты отмечают, что важно не только выбрать температуру 265 градусов. При работе необходимо учитывать следующие дополнительные нюансы:
- Диаметр, который имеет трубопровод.
- Температура окружающей среды.
- Продолжительность нагрева.
Особое внимание следует уделить температуре наружного воздуха. При монтажных работах неизбежно нужно избегать небольших зазоров, которые возникают при снятии нагретых деталей и их соединении.
Чтобы избежать эффекта быстрого охлаждения при низких температурах, полипропиленовую конструкцию нагревают немного дольше. Рекомендуемый интервал составляет примерно три секунды. Однако это следует определять в каждом конкретном случае.
При выборе температурного стандарта необходимо учитывать диаметры соединяемых деталей. Это также влияет на продолжительность и степень нагрева.
Это можно значительно упростить, используя специальные таблицы. Их можно найти в руководстве к вашему паяльнику или на нашем сайте.
Как правильно паять – важные нюансы пайки
Если следовать установленным правилам, то сварка полипропиленовых труб и фитингов не представляет собой ничего сложного. Даже неопытный и начинающий мастер сможет без труда соорудить пластиковый водопровод или систему отопления.
Прежде чем приступить к сварке полипропиленовых магистралей своими руками, лучше договориться с кем-то из знакомых о помощи. Легче паять, когда один человек держит сварочный аппарат, а другой соединяет нагретые детали.
Посмотрите видео: пайка и распространенные ошибки новичков
Пайка полипропиленовых труб, ошибки новичков, ремонт соединений.
Самая распространенная ошибка неопытных мастеров – перегрев деталей. Это приводит к сужению просвета участка трубы.
Несмотря на большое количество нюансов, для выполнения таких работ не требуется специальных знаний, и каждый может выполнить их самостоятельно в домашних условиях.
Выполнение полифузионных сварочных работ
После того как все необходимые инструменты подготовлены, можно приступать к сварке. Чтобы сварить правильно, посмотрите видео и следуйте инструкциям для начинающих.
Как сварить экопластик? Точнее: как сварить полипропиленовые трубы.
- Наденьте фитинг на насадку, разогретую до рабочего состояния. Она нагревается дольше, чем обычно, потому что имеет более толстые стенки, чем полипропиленовые трубы.
- Наденьте пластиковую трубу на другую насадку сварочного аппарата только после того, как фитинг начнет нагреваться.
- Подождите, пока обе детали нагреются до необходимой температуры.
- Затем соедините их вместе. Если они не имеют плотного контакта, поверните их на 10 градусов во время самого процесса сварки.
- Необходимо рассчитать время пайки для получения хорошего соединения. Для этого воспользуйтесь таблицей времени пайки; время пайки зависит от диаметра.
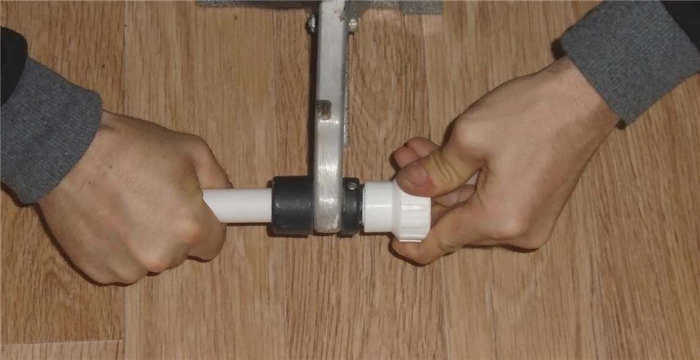
- После того как детали нагреются, разберите их и плавно соедините, вставив трубу в фитинг в соответствии с заранее нанесенной разметкой.
- Две детали следует плотно соединить на некоторое время, пока соединение не остынет, как показано на видео.