Не все из вышеперечисленных вариантов могут подойти для соединения труб ПНД в определенных обстоятельствах. Различные методы имеют свои преимущества и недостатки, и существует ряд факторов, которые также определяют ответ на вопрос, как паять полиэтиленовые трубы в конкретной ситуации.

Эта информация может помочь вам сэкономить сотни тысяч рублей!

Мы хотим быть вашим подрядчиком по сварке труб ПНД
Компания "СинСтрой" подкрепляет свои слова проверенными фактами:

Качество и добросовестность
Наши специалисты аттестованы НАКС. Проверьте, не доверяйте их словам: http://www.naks.ru/
× Закрыть
Посмотреть
Закрыть
Ваше оборудование в полном рабочем состоянии. готово к демонстрации на встрече!
Мы говорим все как есть. Не все наше оборудование сертифицировано НАКС, но мы поддерживаем максимальный диапазон перекрываемых диаметров, проверьте нас и наших конкурентов по реестру!!! http://www.naks.ru/
× Закрыть
Посмотреть
Закрыть
Оборудование для сварки труб ПНД должно иметь подтверждение, запрашивайте документы перед заключением контракта! У нас они в полном наличии.
Опыт работы
Мы открыли эту компанию в 2013 году. С тех пор мы успешно выполнили более 1500 заказов от более чем 500 клиентов на сумму более 150 миллионов рублей. Сотни километров сварных трубопроводов. Посетите нас и проверьте все эти данные в одной базе. Получите рекомендации от довольных клиентов для ВАШЕГО выбора.
Никакой текучки кадров, опытные сварщики с опытом работы в нише сварки ПНД от 5 лет!
Гарантии
Проверьте надежность ваших подрядчиков! Наше юридическое лицо не менялось с 2011 года.
Проверьте юридическую практику и текучесть кадров. Наши гарантии не только на бумаге, нам есть чем отвечать по своим обязательствам.
Структура нашей компании прозрачна.
рыночная цена
У нас нет тяжелой строительной техники, мы свариваем пнд трубы. Вы платите только за это! Мы всегда держим цены не выше, чем любой уважаемый подрядчик.
Мы не конкурируем по цене с частными подрядчиками. Они не могут обеспечить сопоставимый уровень обслуживания, документации и гарантий. Выбор за вами.
Прайс-лист
| 63 | 800 | до 20 | 15000 |
| 75 | 800 | до 20 | 15000 |
| 90 | 800 | до 20 | 16000 |
| 110 | 950 | до 18 | 16500 |
| 125 | 950 | до 18 | 16500 |
| 140 | 1300 | до 13 | 17000 |
| 160 | 1300 | до 13 | 17500 |
| 180 | 1300 | до 14 | 17500 |
| 200 | 1750 | до 10 | 17500 |
| 225 | 1750 | до 10 | 17500 |
| 250 | 2300 | до 8 | 18500 |
| 280 | 2300 | до 7 | 18500 |
| 315 | 2700 | до 7 | 19500 |
| 355 | 2700 | до 7 | 19500 |
| 400 | 3500 | до 6 | 20500 |
| 450 | 4100 | до 6 | 20500 |
| 500 | 4200 | до 5 | 21000 |
| 560 | 5500 | до 4 | 22000 |
| 630 | 5500 | до 4 | 22000 |
| 63 | 800 | до 20 | 15000 |
| 75 | 800 | до 20 | 15000 |
| 90 | 800 | до 20 | 16000 |
| 110 | 950 | до 18 | 16500 |
| 125 | 950 | до 18 | 16500 |
| 140 | 1300 | до 13 | 17000 |
| 160 | 1300 | до 13 | 17500 |
| 180 | 1300 | до 14 | 17500 |
| 200 | 1750 | до 10 | 17500 |
| 225 | 1750 | до 10 | 17500 |
| 250 | 2300 | до 8 | 18500 |
| 280 | 2300 | до 7 | 18500 |
| 315 | 2700 | до 7 | 19500 |
| 355 | 2700 | до 7 | 19500 |
| 400 | 3500 | до 6 | 20500 |
| 450 | 4100 | до 6 | 20500 |
| 500 | 4200 | до 5 | 21000 |
| 560 | 5500 | до 4 | 22000 |
| 630 | 5500 | до 4 | 22000 |
| 710 | 6000 | менее 4 | 23000 |
Ошибки при подготовке трубы к сварке
Герметичность и прочность соединения зависит от правильной подготовки трубы ПНД к сварке. Нередко на этапе подготовки к пайке допускается ряд ошибок.
Удаление наружного слоя необходимо при электромуфтовой сварке труб из ПЭНД или пайке раструбным паяльником. Полиэтилен окисляется под воздействием внешней среды, в результате чего внешний слой становится тугоплавким. Если его не удалить механически, он может не нагреваться локально, что приводит к утечкам (особенно в системах высокого давления от 6 атм).
Чтобы избежать ошибок при пайке, используйте механический скребок. Он подходит для труб диаметром от 16 до 200 мм. Полиэтиленовые трубы с большей окружностью труднее вращать вокруг оси, поэтому используются специальные приспособления для снятия верхнего слоя без вращения заготовки.
Еще одна ошибка при зачистке вручную – недостаточно долгое снятие наружного слоя. Поэтому необходимо заранее измерить глубину раструба и отмерить это значение на трубе с запасом 5-10 мм.
Маслянистая, загрязненная поверхность
Конец трубы ПНД может быть покрыт песком, грязью, мусором, скопившимся во время транспортировки, хранения, погрузки или разгрузки. На пластике могут появиться следы технических жидкостей. Распространенная ошибка при любом методе сварки – забыть обезжирить поверхность. При стыковой сварке достаточно протереть торец и 20 мм вокруг него салфеткой, смоченной спиртом. В случае раструбной или электромуфтовой пайки протрите всю длину, проходящую внутри фитинга, и немного дальше, чтобы оставить запас. Без таких подготовительных мер включения в виде грязи и жира будут препятствовать надежному сцеплению полиэтилена на молекулярном уровне.
Еще одна ошибка, допускаемая при пайке труб, – отсутствие фиксации или плохая фиксация компонентов. При стыковой сварке используется центрирующий элемент, где для выравнивания конструкции используются полумесяцы различной толщины. При электромуфтовой сварке используются ленточные хомуты для больших диаметров и резьбовые металлические хомуты для малых окружностей. Это обеспечивает ровный трубопровод и предотвращает перекосы и утечки.
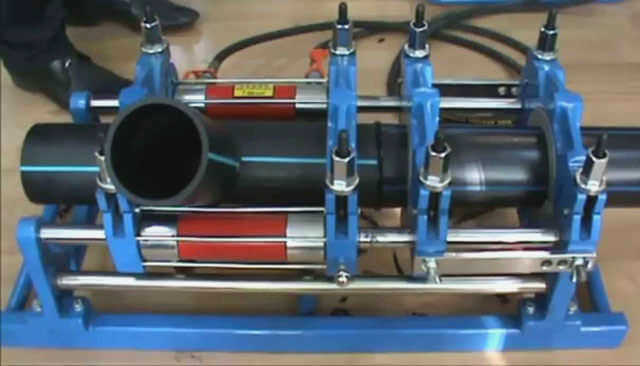
Стыковая сварка полиэтиленовых труб
Стыковая сварка полиэтиленовых труб требует специального сварочного оборудования. Этот метод соединения эффективен только для пайки труб ПНД. Его универсальность заключается в том, что он сохраняет гибкость конструкции по всей ее длине. Этот метод можно использовать как при прокладке труб в траншеях, так и на открытом воздухе.

Соединение труб ПНД осуществляется в следующей последовательности:
- Размещение концов свариваемых изделий в центраторе сварочного аппарата.
- Выравнивание и плотная подгонка деталей.
- Очистка наконечников от грязи, пыли, смазки и других загрязнений (с помощью хлопчатобумажной ткани, смоченной в спирте).
- Наконечники обрабатываются наплавочным устройством (наплавка). Этот процесс проводится до тех пор, пока стружка не станет однородной и толщиной менее 0,5 миллиметра.
Помимо самого процесса сварки, важно уделить особое внимание подготовительным работам, упомянутым в первых пунктах. Они должны быть тщательно выполнены перед пайкой труб ПНД, так как от этого во многом зависит надежность и долговечность выполненного соединения.
Обязательным условием высокопроизводительной стыковой сварки является выполнение ее одним швом. Только в этом случае достигается максимальная прочность сварного соединения, в противном случае она может оказаться недостаточной.
Муфтовая сварка труб из ПЭНД
Совет: Используйте наши строительные калькуляторы онлайн, и вы сможете быстро и точно рассчитать строительные материалы или конструкции.
Процесс муфтовой сварки осуществляется с помощью специального устройства, называемого паяльником, и набора специальных насадок соответствующего диаметра. В процессе сварки используются фитинги: муфты, тройники или уголки. Концы соединяемых элементов привариваются к фитингам, которые служат соединительными элементами.
Паяльник для труб ПНД имеет нагреваемые металлические части, через непосредственный контакт с которыми происходит нагрев свариваемых изделий. К ним относятся оправка, которая нагревает внутреннюю поверхность фитинга, и гильза, в которую вставляется труба для нагрева. Оправка и гильза свинчиваются вместе и вставляются в отверстие аппарата для пайки полиэтиленовых труб.

Если у вас есть необходимый паяльный аппарат, вы можете паять трубы ПНД своими руками. Работа не очень сложная и может быть выполнена любым домашним мастером.
Перед тем как паять трубы ПНД своими руками, необходимо выполнить некоторые предварительные работы, в частности:
- Нарезать заготовки до нужного размера с помощью специальных ножниц. Срезы должны быть строго перпендикулярны продольной оси деталей.
- Очистить торцы соединяемых компонентов.
- Закройте концы труб, которые в данный момент не свариваются, чтобы избежать загрязнения и охлаждения.
- Очистите нагретые поверхности паяльника от грязи и частиц, которые могли остаться от предыдущей работы.
После этого можно приступать непосредственно к процессу пайки, который также состоит из нескольких последовательных этапов.
- Нагрейте насадки паяльника до необходимой температуры. Когда нагрев достигает необходимой температуры, индикатор на корпусе прибора подает специальный сигнал.
- Труба ПНД вставляется в гильзу конец в конец, фитинг также надвигается на оправку конец в конец. Для выполнения этой операции может потребоваться некоторое усилие.
- Когда труба вставлена и фитинг прижат к ней, излишки расплавленного материала выдавливаются наружу с поверхности изделия. Это приводит к образованию кольцевого валика, называемого швом, в области свариваемого края.
- Свариваемые детали вынимаются из сопла, а труба вставляется в фитинг так, чтобы она соприкасалась с кольцевым швом. Читайте также: "Что такое фитинги для труб ПНД, какие из них лучше всего подходят для соединения труб".
- Дайте сваренным трубам остыть, не подвергая их воздействию внешних факторов.
Сварка труб ПНД
Методы сварки полиэтиленовых труб
Полиэтиленовые трубы можно сваривать тремя способами – стыковой сваркой, раструбной сваркой и электромуфтовой сваркой (со встроенными нагревателями).
Однако раструбная сварка является наиболее технологичным и надежным методом. Его параметры практически такие же, как и при сварке полипропиленовых труб (см. Сварка полипропиленовых труб). Используемое оборудование, все основные приемы, температура нагрева паяльника и временные интервалы операции такие же (или почти такие же), как и при сварке полипропиленовых труб.
При сварке трубных фитингов с использованием закладных нагревателей нагрев стыка и расплавление материала происходит за счет спирали из металлической проволоки, заложенной в фитинг, по которой проходит электрический ток. Давление в зоне сварки и герметизация соединения создается за счет теплового расширения трубы. Для выполнения электромуфтовой сварки необходимо иметь сам фитинг и аппарат для сварки полиэтиленовых труб, с помощью которого напряжение подается на нагревательную проволоку.
Стыковая сварка является основным методом неразъемного монтажа полиэтиленовых труб диаметром 50 мм и выше. Выбор этого значения в качестве отправной точки основан на том, что толщина стенки труб диаметром 50 мм составляет до 5 мм – адекватное значение для обеспечения надежного соединения. Использование стыковой сварки для труб меньшего диаметра также нецелесообразно, поскольку внутренние заусенцы, образующиеся при этом методе, слишком сильно сужают и без того небольшой проход.
Стыковая сварка рекомендуется для труб с одинаковой толщиной стенки. Иногда из этого правила бывают исключения. В этом случае на толстостенной трубе снимают фаску под углом 15±3° к оси трубы для сохранения одинаковой площади контакта.
Суть стыковой сварки полиэтиленовых труб заключается в том, что концы труб, расплавленные нагретым инструментом до вязкого состояния, соединяются под давлением и удерживаются в таком положении до полного остывания соединения.
Что такое стыковая сварка полиэтиленовых труб?
Стыковая сварка полиэтиленовых труб относится к неразъемному методу соединения и осуществляется путем нагрева концов свариваемых деталей, труб и/или фитингов специальным сварочным оборудованием до вязкости полиэтилена и последующего их соединения под давлением.
Встык можно сваривать только трубы и фитинги одинакового диаметра и SDR, изготовленные из полиэтилена одной марки. Толщина свариваемой трубы должна быть не менее 4,5 см. Стыковая сварка допускается при температуре воздуха от -15ºC до +45ºC.
Стыковая сварка – довольно сложный процесс, требующий высококвалифицированного персонала и качественного оборудования. В то же время она имеет ряд несомненных преимуществ:
- Для сварки полиэтиленовых труб не требуется тяжелая техника,
- Для сварки полиэтиленовых труб достаточно бригады из 1-2 человек,
- Значительно меньший расход энергии (или топлива) по сравнению со сваркой стальных труб. Использование так называемых "длинных труб" (на катушках или бухтах) позволяет сократить количество сварных соединений в 50-100 раз. Все это значительно ускоряет строительство трубопровода и снижает затраты на монтаж.
Процесс стыковой сварки
Стыковая сварка – это метод, используемый для соединения труб и фитингов одинакового диаметра и толщины. В этом процессе свариваемые поверхности выравниваются для идеального контакта, а затем нагреваются до температуры плавления. Затем расплавленные поверхности труб соединяются под давлением. Давление, температура и продолжительность сварки регулируются для поддержания физических и химических свойств основного материала.
Сварочный цикл можно разделить на следующие этапы:
- Расплавление концов труб,
- Нагрев,
- Удаление нагревателя из зоны сварки,
- Сварка,
- Охлаждение.