
В процессе сварки труб ППС нет ничего сложного, поэтому эта технология получила широкое распространение. Минимальный набор оборудования и инструментов, а также некоторые знания и пайка сантехники могут быть выполнены любым домашним мастером.
Однако многие новички и даже “мастера” часто нарушают технологию соединения полипропиленовых труб, хотя в принципе ошибиться здесь негде. Итак, предлагаю рассмотреть основную информацию и простые советы.
Паяльный инструмент
Паяльник, он же “утюг”, более официальное название – “сварочный аппарат для полипропиленовых труб и фитингов“. Это основной и незаменимый инструмент в контексте сегодняшней темы. Это нагревательный элемент с насадками для труб разного диаметра, насадки покрыты антипригарным покрытием. Насадка состоит из двух половин – одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг изнутри. Поэтому для каждого сварного шва требуется отдельный фитинг, трубы нельзя сваривать одновременно!

Конечно, существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. В основном он используется для труб большого диаметра в промышленных масштабах.
Удаление изоляции с труб – Используется для подготовки армированных алюминием труб к пайке. Он снимает верхний слой алюминиевой фольги – такие трубы уже редкость, обычно мы имеем с ними дело при пайке старых линий связи. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места пайки.

При работе с этим инструментом толщину снимаемого слоя можно слегка изменять, регулируя лезвия в очень небольших пределах.
 Этот способ зачистки следует рассматривать как экстренный – очень неудобный и трудоемкий. Кроме того, он не так хорош, как заводской инструмент.
Этот способ зачистки следует рассматривать как экстренный – очень неудобный и трудоемкий. Кроме того, он не так хорош, как заводской инструмент.
Инструмент для обмотки труб – очень похож на предыдущий инструмент, но не снимает верхний слой с трубы. Инструмент разрезает трубу с торца, отрезая несколько миллиметров алюминия в толщину трубы. Трубы с таким армированием обычно используются под прозвищем “ленивые трубы”. – предположительно не требуют зачистки. Действительно, зачистка не требуется, но требуется облицовка, чтобы алюминий не контактировал с водой. Стоит отметить, что фитинги обычно подходят только для труб одного производителя, так как разные трубы вряд ли будут правильно облицованы. При пайке труб диаметром 20-25 мм можно обойтись без этого инструмента, главное, чтобы алюминий на концах паялся через слой полипропилена.

Если при монтаже используются неармированные или армированные стекловолокном трубы, то нет необходимости использовать планки и заглушки.
Ножницы для труб – являются абсолютно необходимыми инструментами. Если есть острая необходимость, можно обойтись без них и отрезать трубу ножовкой или (в худшем случае) болторезом. Однако это довольно экстремальные варианты, нужны ножницы!

Карандаш и измерительная лента – также являются необходимыми инструментами.
Температура паяльника и время сварки
Температура пайки для труб PPP одинакова для всех типов фитингов и всех диаметров и составляет 260℃. Эта температура должна быть установлена на термостате паяльника и всегда должна соблюдаться. Можно случайно повернуть термостат во время его работы, поэтому я рекомендую время от времени смотреть на него. Двести шестьдесят градусов Цельсия, плюс-минус несколько градусов – нет необходимости устанавливать температуру выше, чем нужно!
Некоторые “гики”, чтобы увеличить скорость, устанавливают температуру 300℃ (обычно это максимум паяльника). Скорость пайки, конечно, увеличивается, но качество ухудшается, а вероятность брака значительно возрастает! Элементарный перегрев снижает прочность сварного шва, увеличивает вероятность образования цементных пятен (полипропилен прилипает к насадке и прогорает насквозь), а также нередки случаи залипания внутреннего прохода трубы.

На жаргоне сантехников “стык” – это конец трубы, который плотно или с небольшим проходом закрыт фитингом. Часто эта неисправность приводит к катастрофически низкому давлению воды или плохому отоплению радиаторов. Кнопки являются результатом превышения температуры и времени пайки – либо слишком высокой температуры паяльника, либо слишком долгого нагрева компонентов, а иногда и того, и другого.
Еще одна причина увеличить температуру паяльника – нежелание напрягать грудные мышцы – обычная температура пайки и высококачественный полипропилен дают о себе знать!
Поэтому для правильного выполнения процесса необходимо соблюдать как температуру, так и время нагрева спаиваемых компонентов. Время нагрева труб и фитингов зависит от их диаметра. Эти данные приведены в таблице ниже и относятся ко всем типам полипропиленовых труб.
Таблица времени нагрева, сварки и охлаждения для полипропиленовых труб и фитингов
ВремяДиаметр трубы (внешний), мм20253240506375Время нагрева, сек.57812182430Время сварки, сек4466688Время сварки, сек Время охлаждения, сек120120220240250360400
Попробуйте повернуть телефон в альбомное положение или изменить масштаб в браузере. Для отображения таблицы требуется разрешение экрана не менее 601 пикселя по ширине!
Данные в таблице действительны для температуры окружающей среды 20℃. В общем, температура пайки может меняться в зависимости от температуры окружающей среды; для этого на паяльнике имеется регулятор. Однако на начальном этапе не перегружайте себя различными соотношениями, а примите простую истину, что паять нужно теплым!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а время нагрева зависит от условий окружающей среды. Другими словами, когда температура окружающей среды составляет всего 5 ℃, увеличьте время нагрева, например, с 5 секунд (для 20-мм труб) до 7-8 секунд, при этом температура на паяльнике не изменится.
После некоторого опыта пайки качественных труб в соответствии с приведенной выше таблицей, возникает “чувство” материала, ощущение недогретого или перегретого паяльника. Только после этого можно начинать экспериментировать с температурами сварки, конечно, в небольших пределах.
Если вы пробовали сваривать трубы самостоятельно, у вас может возникнуть очень важный вопрос: Сколько времени требуется для соединения двух сваренных деталей после снятия с насадки?
Ответ на этот вопрос можно найти в действующих технических рекомендациях TP 125-02. Интервал процесса для диаметров 20-25 мм составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако у меня есть мнение, основанное на моем личном опыте работы с этим материалом, что эти цифры в два раза выше. Хотя я бы отметил, что эта пауза сильно зависит от конкретного материала – полипропилен разных производителей теряет гибкость на разных скоростях в течение нескольких секунд.
Процесс пайки полипропиленовых труб
После включения паяльника дайте ему прогреться в течение примерно 10 минут. Если на соплах есть грязь – удалите ее несинтетической тканью или бумагой на горячем паяльнике. Не рекомендуется удалять загрязнения металлическими предметами – это повредит антипригарное покрытие.
Практически во всех инструкциях, включая инструкции производителя, указано, что глубина вставки фитинга должна быть отмечена на трубе. По собственному опыту не могу этого посоветовать: даже слегка перегретые фитинги не позволяют вставить трубу глубже, чем на 1 миллиметр. Поэтому такая маркировка полезна только для отрезания трубы нужной длины, но не для правильной ориентации трубы в раструбе.
Вставка трубы в смеситель зависит от ассортимента продукции и обычно составляет 15 мм для трубы D20 и 20 мм для следующих диаметров. Лучше всего измерить этот размер рулеткой на конкретной детали – кран в смесителе имеет четко очерченные границы.
Непосредственно перед сваркой трубу и внутреннюю поверхность фитинга следует протереть чистой сухой тканью – свариваемые поверхности должны быть чистыми. Конечно, он не обязательно должен быть стерильным – нет необходимости протирать пластик спиртом, как советуют некоторые.
Труба и фитинг одновременно размещаются на противоположных сторонах нагретой насадки, при этом поддерживается необходимое время нагрева. При нагревании полипропилена нет необходимости вращать трубу и фитинг, чтобы быстрее надеть его на сопло! Если вам трудно надеть фитинг на насадку, напрягите мышцы груди.
Некоторые насадки сконструированы таким образом, что при пайке фитинг надевается с большим трудом и полностью оказывается на насадке через 3-5 секунд. Когда отсчитывать правильное время нагрева? Прежде всего, обратитесь к тому же документу TR 125-02:
Поскольку трубку трудно вставить в насадку и новичку трудно понять, полностью ли вставлена трубка, рекомендуется сначала отметить на трубке место, куда ее следует вставить в паяльник. Точная глубина немного отличается у разных производителей, поэтому лучше всего предварительно измерить ее в монтажном гнезде.
Это хорошее руководство для первого опыта. Скажу лишь, что с опытом приходит понимание: при использовании “тугих” насадок и стандартного времени нагрева происходит чрезмерное плавление.


После снятия трубы и фитинга с насадки соедините их как можно быстрее и удерживайте неподвижными в течение нескольких секунд (см. таблицу времени сварки). Объективно – после снятия паяльника с насадки, на соединение остается 1-3 секунды. Даже по истечении времени сварки необходимо следить за тем, чтобы в течение нескольких минут на соединяемые детали не действовали внешние силы. Даже вес самой паяной трубы может деформировать паяное соединение.
При сварке трубы не должны поворачиваться в фитинге, а должны быть соединены в правильном положении. Для собственной ориентации вы можете отметить паяемую трубу и фитинг линией, чтобы при пайке компоненты были равномерно подогнаны друг к другу. Однако не стоит полагаться только на линии, нужно видеть всю картину целиком. Конечно, в процессе соединения есть время для коррекции – не более секунды для исправления незначительных дефектов припоя.

Хорошо спаянные детали должны иметь руку вокруг трубы в месте соединения фитинга с трубой. Если вы посмотрите внутрь фитинга, край трубы также будет иметь слегка завышенную пайку.



Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаяна. По моему опыту, этого никогда не происходит, если температура пайки и время нагрева правильные. Хотя теоретически возможно получить полипропилен очень низкого качества от неназванного производителя.
Основные навыки монтажа полипропиленовых труб
Перед непосредственным монтажом необходимо спланировать расположение труб и последовательность сварки отдельных соединений. Речь идет не о проектировании и расчете деталей – это само собой разумеется. Это вопрос порядок добавления фитингов и труб в систему – Это очень важно для аккуратной работы!
Дело в том, что для того, чтобы припаять детали или узлы к проложенным трубам, необходимо соблюсти важное условие. Если вы начнете паять все сантехнические детали, не подумав об этом нюансе, в какой-то момент возникнет ситуация, когда дальнейший монтаж будет физически невозможен.
Условие следующее: Для сварки необходим минимальный шаг хотя бы одной из свариваемых деталей (трубы или фитинга)! Другими словами, свариваемые детали должны иметь возможность перемещения на минимальное расстояние друг от друга, чтобы можно было вставить паяльник и затем соединить их без препятствий.
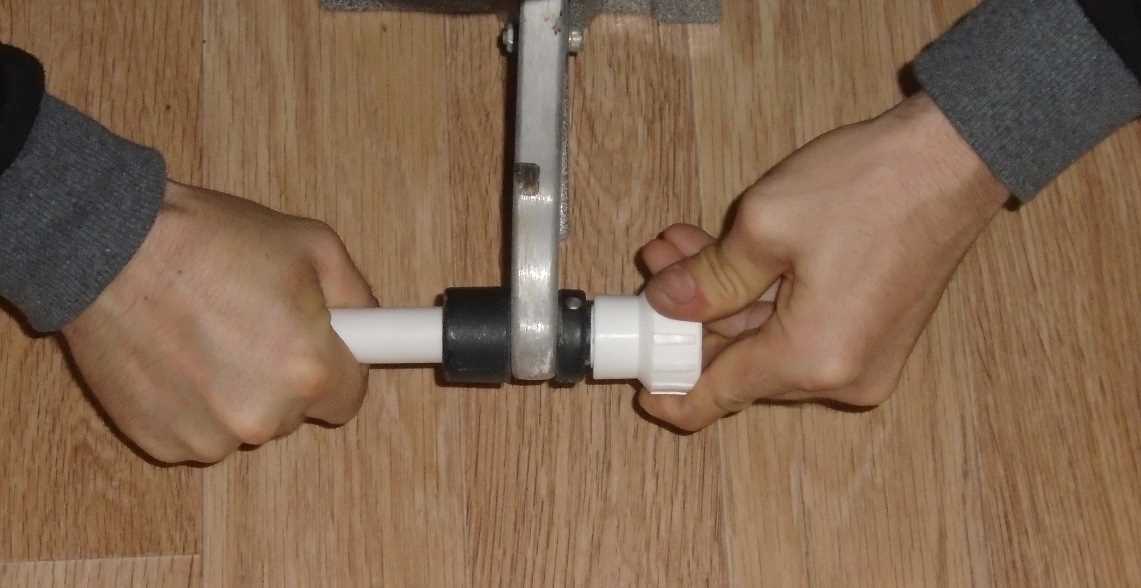
Минимальное расстояние между трубой и фитингом составляет около 7 сантиметров (в зависимости от паяльника и насадок). Помимо прочего, шаг трубы или фитинга должен позволять вдвигать трубу в фитинг на 1,5-2 сантиметра (в зависимости от диаметра трубы). В результате нам необходимо 9 сантиметров хода (7+2).
 Левая сторона спаиваемой водопроводной трубы дает необходимый ход. Из-за наличия нескольких углов перед жестким креплением (в данном случае водомера), такая конструкция позволяет углу, на котором будет выполнено окончательное соединение, “гулять”.
Левая сторона спаиваемой водопроводной трубы дает необходимый ход. Из-за наличия нескольких углов перед жестким креплением (в данном случае водомера), такая конструкция позволяет углу, на котором будет выполнено окончательное соединение, “гулять”.
Вот почему так важно спланировать процесс сборки всех деталей в единое целое: некоторые компоненты можно спаять отдельно, а затем добавить “кочергу” в систему. Проще говоря, лучше добавить целую сборку из нескольких частей (труб, уголков, фитингов) к собираемой системе в одну спайку с необходимой слабиной, чем добавлять каждую часть сразу на свое место.
И проще сварить сложный узел из множества деталей по отдельности, не утруждая себя их перемещением. Самое главное – убедиться, что собранную деталь можно поставить на место. Бывают случаи, когда сложная деталь, собранная отдельно, может физически не встать на место из-за наличия других труб, рам и т.д.

Совет: При пайке нескольких деталей в один собранный блок, сохраняйте, если это конструктивно возможно, расстояние между соединениями не менее 3-4 сантиметров. Никто не застрахован от ошибок, и если несколько фитингов тесно сварены друг с другом, любая неточность приведет к тому, что весь узел придется вырезать и выбросить. При минимальном зазоре в 3-4 см проблемную часть можно вырезать, а поскольку запас трубы выступает из соседних фитингов – его можно припаять.

Давайте теперь рассмотрим несколько приемов для решения различных проблем, связанных с монтажом полипропиленовых труб.
Для всех видов сложных изгибов и поворотов подходит угол 45 градусов. Соединяя их в различных вариациях, можно изготовить трубу любого диаметра или требуемое смещение трассы трубы. Эти углы выгодно отличаются от углов 90 градусов, поскольку в большинстве случаев они позволяют делать более компактные закругления, смещения и изгибы.
 Хотя существуют специальные круги, четыре угла по 45 градусов (четвертый угол – тройник) обеспечивают большую “гибкость” при формировании кругов. Изменяя расстояние между углами, можно варьировать степень обхода (обход трубы любого диаметра или другого препятствия).
Хотя существуют специальные круги, четыре угла по 45 градусов (четвертый угол – тройник) обеспечивают большую “гибкость” при формировании кругов. Изменяя расстояние между углами, можно варьировать степень обхода (обход трубы любого диаметра или другого препятствия).

При соединении спаянных водопроводных труб с водомерами может возникнуть несколько неудобств: мало места для полного доступа к паяльнику (см. пример с ходом 9 выше) и наличие остатков воды в самих водомерах. Последний факт может испортить место пайки, поскольку при вставке/вытяжке паяльной насадки создается своего рода вакуум, в результате чего остатки воды из счетчика попадают в место пайки. В таких случаях полезны разъемные розетки.
Разъемные полипропиленовые соединители (переход от металла к ПП) считаются не самыми надежными компонентами, поэтому такие узлы следует использовать только там, где есть доступ. На качество фальцевых соединений влияет размер фланца, на который нажимает накидная гайка – он должен быть как минимум еще на один диаметр больше, чем диаметр соединяемой металлической резьбы. Некоторые производители также добавляют стекловолокно в материал пластикового раструбного фитинга – это повышает его прочность.

Во время монтажа следует всячески избегать физических нагрузок на трубы: чрезмерного изгиба, скручивания (особенно!) трубы и других действий. На различных изгибах трубы оставляйте 5-10 миллиметров свободного пространства от стенок для свободного движения.
Теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб в системах питьевого водоснабжения и отопления прямые участки труб редко превышают 2 м. Поэтому в большинстве случаев линейный коэффициент пренебрежимо мал! Для обеспечения теплового зазора достаточно отступа 5-10 мм в углах, при этом прямые трубы должны быть не более 1 метра.
Неармированный полипропилен дает изменение длины около 10 мм на метр трубы при изменении температуры на 70 градусов. Это означает, что метровый участок без армирования можно использовать для горячей воды, оставляя зазор в 5 мм до стен по обе стороны участка.
Часто задаваемые вопросы и ответы о пайке полипропилена
Можно ли паять трубы одного производителя и фитинги другого? Это, конечно, возможно, но имейте в виду, что и фитинги, и трубы должны быть хорошего качества. Не используйте детали неназванных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, но фитинги одни и те же, от неназванного производителя. Я не рекомендую использовать эту комбинацию. В принципе, ничто не мешает соединять трубы и фитинги разных производителей, с разными усилениями на разных сторонах раструба или без них.
Полипропилен прилипает к форсункам – что делать? Сначала проверьте фактическую температуру на паяльнике – она может не совпадать с температурой на термостате. Чаще всего расплавленный пластик начинает прилипать к поцарапанным соплам, поэтому не чистите их металлическими предметами. Вы можете очистить сопло плотной бумагой или картоном, но это обычно не дает длительного эффекта. Если насадка начинает заедать, самое мудрое решение – купить новую.
Однако, если насадка слишком “липкая”, возможно временное решение. Чтобы не разрушить сварной шов и оставить насадку как можно более чистой, при снятии насадки трубу и фитинг следует слегка скрутить.
Можно ли гнуть полипропиленовые трубы? Их нельзя сгибать ни во время, ни после сборки. Если при монтаже необходимо согнуть трубу – следует использовать байпасы или угловые соединения. Справедливости ради стоит отметить, что слабым местом трубы на изгибе является стык между трубой и фитингом. Это место в суставе треснет при определенном изгибающем усилии. Чтобы выяснить это, просто спаяйте тестовую конструкцию из углового железа и двух 50-сантиметровых кусков трубы и попробуйте сломать этот “тычок” рукой.


Иногда может потребоваться припаять узел с нестандартным углом. Напомним, что существует только два типа углов PP: 90 и 45 градусов, по крайней мере, я не видел других. Но что, если вам нужна другая степень скручивания труб? Существует два известных метода:
Используя два угла по 45°, можно создать любой угол, изменяя угол наклона углов относительно друг друга. Недостатком этого метода является то, что из-за нестандартного вращения сустав не будет находиться в одной плоскости.
Второй метод предполагает смещение трубы и фитинга на нескольких стыках. Не забывайте, что прямолинейность на стыке трубы и фитинга не должна отклоняться более чем на 5°.


Как паять полипропиленовые трубы, если нет свободного движения? Существуют различные варианты в зависимости от ситуации. К ним относятся использование двух паяльников, использование разъемных соединений и т.д. Однако если установка находится не на “переднем” участке трубы, самое простое решение – сделать байпас. В простейшей реализации можно обойтись двумя дополнительными углами в 90 градусов. Идея заключается в том, что если мы не можем удлинить трубы горизонтально, спаивая 2 угла, мы можем сварить их вертикально или в другой плоскости.

Как сварить трубы, если кран не держится? Не выполняйте сварку, если в зоне пайки есть вода. Если по каким-то причинам невозможно полностью перекрыть воду, ее необходимо остановить на время сварки. В Интернете предлагают затыкать трубу хлебными крошками, но проблема в том, что крошки сразу же выдавливаются вновь созданным давлением в трубе. Поэтому этот метод будет эффективен только в том случае, если есть возможность открыть участок до места пайки, чтобы воздух мог выйти. А когда трубки спаяны, крошки легко выскочат под давлением.
 На этой фотографии видно, что у фильтра откручена пробка, и лишняя вода вытекает оттуда на тряпку. В месте пайки забивается хлебный мякиш. С открытым фильтром у нас было чуть больше минуты, чтобы пополнить наши пайки, прежде чем вода выдавила крошки.
На этой фотографии видно, что у фильтра откручена пробка, и лишняя вода вытекает оттуда на тряпку. В месте пайки забивается хлебный мякиш. С открытым фильтром у нас было чуть больше минуты, чтобы пополнить наши пайки, прежде чем вода выдавила крошки.
На этом информация заканчивается. Я планирую со временем расширить список часто задаваемых вопросов о пайке полипропиленовых труб.
Пайка полипропиленовых труб: правила и анализ возможных ошибок
Неоспоримым преимуществом изделий из полипропилена является возможность самостоятельной сборки труб. Используя удобный и легкий материал, можно своими руками построить канализацию, отремонтировать и модернизировать систему водоснабжения.
Самое главное – понять специфику соединения сборных элементов между собой. Согласитесь, это важная часть работы, которая отвечает за герметичность трубопровода и его безотказную работу.
Предлагаем вам подробную информацию о том, как происходит пайка полипропиленовых труб, какое оборудование используется для работы и наиболее распространенные ошибки, которые допускают начинающие сварщики.
Представленная нами информация поможет вам построить безотказную систему связи. Для лучшего понимания статья дополнена графиками и видеоинструкцией.
Специфика пайки полипропиленовых труб
Процесс пайки происходит благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается под воздействием тепла – он приобретает пластилиноподобное состояние.
Общее описание процесса
Когда материал возвращается в свой обычный температурный диапазон, его структура затвердевает до нормального состояния. Эти свойства легли в основу технологии пайки, которая технически известна как полифузионная сварка.

На практике для соединения сварных деталей используются два метода:
- Сварка гнезд.
- Прямой.
Метод соединения. Техника сварки показывает, как можно паять полипропиленовые трубы с помощью фитинга – раструба или трубы с большим наружным диаметром. Обычно таким способом паяют пластиковые трубы диаметром до 63 мм.
Принцип сварки двух деталей в этом случае заключается в расплавлении части трубы по внешней окружности и части раструба по внутренней окружности. Затем эти две части плотно соединяются друг с другом.
Прямой метод. Этот метод основан на том же принципе плавления небольших отрезков пластиковой трубы и последующего соединения их вместе. Однако в данном варианте соединительными элементами являются две трубы одинакового диаметра, которые соединяются своими торцами.
Этот, казалось бы, несложный метод пайки полипропилена требует высокой точности обработки мест соединения и точного выравнивания двух деталей в процессе пайки.
Помимо описанных выше методов горячей пайки, практикуется также холодная пайка. Здесь в качестве активного паяльного вещества используется специальный растворитель, который может размягчить структуру полипропилена. Однако этот метод не очень популярен.
Паяльники для сварки труб
Как раструбный, так и прямой метод требуют пайки пластиковых труб с помощью специальных сварочных аппаратов. С точки зрения конструкции, техника пайки чем-то похожа на электрический утюг.
Основой оборудования является массивный металлический нагревательный элемент, на поверхности которого установлены сменные насадки – металлические заготовки разного диаметра. Такой паяльный аппарат называется сварочным аппаратом.

Конструкция паяльников для стыковой сварки очень сложна. Как правило, такое оборудование содержит не только нагревательный элемент, но и систему выравнивания свариваемых деталей.
Как правило, оборудование для прямой сварки, как и сама технология, редко используется в бытовых условиях. Приоритет использования – промышленный.

Помимо паяльника, мастеру также понадобятся:
- ножницы – резак для полипропиленовых труб;
- строительство рулетки;
- квадратная фреза;
- усиленный бритвенный станок для труб;
- Маркер или карандаш;
- Обезжиривающий агент.
Поскольку работа выполняется на высокотемпературном оборудовании, необходимо надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное замечание: Работа с пластиковыми материалами должна проводиться в хорошо проветриваемом рабочем помещении. При нагревании и плавлении пластмасс выделяются токсичные вещества, которые в определенных концентрациях оказывают серьезное влияние на здоровье.

Первый шаг – подготовка к работе:
- Поместите кажущиеся блоки соответствующего диаметра на нагревательную плиту.
- Установите регулятор температуры пайки на 260ºC.
- Подготовьте сопрягаемые детали – разметьте, снимите фаски и обезжирьте.
- Включите паяльную станцию.
- Дождитесь достижения рабочей температуры – загорится зеленый индикатор.
Одновременно поместите сопрягаемые детали (труба – соединитель) на заготовки паяльной станции. Полипропиленовая труба вставляется во внутреннюю область одного винта, а раструб (или кран фитинга) – во внешнюю область другого винта.
Как правило, концы трубы вставляются по границе предварительно размеченной линии, а раструб устанавливается до упора. При удержании полипропиленовых компонентов на нагретых оправках необходимо помнить о важном технологическом нюансе – времени полимеризации.
Недостаточное время выдержки создает риск низкой диффузии материала, что влияет на качество припоя. Если детали подвергаются чрезмерному воздействию, существует высокий риск деформации структуры изделия. Это может привести к ухудшению качества пайки.
Рекомендуется использовать таблицу, показывающую оптимальное время для труб с различными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Номинальный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время пайки заготовок, сек. | Время охлаждения заготовки, сек. |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После того как детали простояли на подкладках оптимальное время, их снимают и быстро соединяют с нагретыми частями. Процедура соединения должна выполняться точно, быстро (в соответствии со временем, указанным в таблице), при этом необходимо соблюдать соосность соединяемых деталей.
Допускаются незначительные осевые поправки (1-2 секунды), но не допускается вращение деталей друг относительно друга.

Указанное время пайки для всех полипропиленовых труб может быть скорректировано в зависимости от условий эксплуатации и свойств материала.
Например, если монтаж производится при температуре окружающей среды ниже нуля, то указанные нормы, естественно, увеличиваются до 50% от номинального значения. Для каждого нестандартного условия время нагрева выбирается путем пробной пайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательно нужно снять защитный материал. Наличие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не самое главное.
Обычно такие изделия имеют больший диаметр и не подходят к стандартным паяльным насадкам. Перед пайкой их необходимо сгладить. Исключением являются трубы, армированные стекловолокном. В стандартной комплектации они паяются.
Из-за разнообразия технологий, используемых для армирования полипропиленовых труб, перед пайкой возможна различная обработка. Традиционно для удаления покрытий используется стриппер.
Так называется специальное устройство в виде металлической гильзы с ножами. Инструмент помещается на конец паяемой трубы и, вращаясь вокруг оси трубы, отслаивает армированный слой до тех пор, пока пластик не станет прозрачным.
Если армирующий слой находится в середине стенки пластиковой трубы, целесообразнее использовать другой инструмент – инструмент для торцевания пластиковых труб.

Этот инструмент не сильно отличается от трубореза, за исключением размещения и конструкции режущих элементов. После контакта с фрезой торцевая часть трубы выравнивается, дополнительно вырезается часть армирующего слоя по всей окружности на глубину 2 мм. Благодаря такой обработке возможна пайка без дефектов.
Влияние дефектов на качество соединения
Тщательные и продуманные действия – это гарантия того, что вы избежите ошибок, которые могут погубить весь проект. Обращайте внимание на все детали процесса пайки и не отходите от него ни на шаг.
Наиболее распространенные ошибки, которые приводят к неисправным узлам в установленных пропиленовых водопроводных трубах:
- Поверхность трубы не была очищена от слоя жира.
- Угол резания сопрягаемых деталей отличается от 90º.
- Негерметичная посадка конца трубы внутри фитинга.
- Недостаточный или чрезмерный нагрев сопрягаемых деталей.
- Недостаточное удаление слоя арматуры с трубы.
- Правильное позиционирование деталей после застывания полимера.
Иногда на высококачественных материалах чрезмерный нагрев не вызывает видимых внешних дефектов. Однако внутренние деформации отмечаются, когда расплавленный полипропилен покрывает внутренний проход трубы. Как следствие, такой узел теряет свою функцию – он быстро засоряется и блокирует поток воды.

Если угол сдвига концов отличается от 90º, то при соединении элементов концы труб будут лежать в диагональной плоскости. Это вызывает перекос, который становится заметным, когда линия длиной в несколько метров уже собрана.
Часто по этой причине приходится переделывать весь узел. Особенно если трубы проложены в виасах.
Плохое обезжиривание соединяемых поверхностей способствует образованию “островков брака”. В этих областях полифузионная сварка не выполняется вообще или выполняется лишь частично.
Трубы с таким дефектом работают некоторое время, но могут лопнуть в любой момент. Неисправности также часто возникают в результате неплотного прилегания трубы внутри фитинга.

Соединения, выполненные с неполной очисткой армирующего слоя, имеют аналогичный эффект. Как правило, труба с армирующим слоем устанавливается на линиях высокого давления. Остатки алюминиевой фольги создают бесконтактную зону в зоне пайки. Здесь часто возникают протечки.
Грубой ошибкой является попытка исправить сварные детали путем скручивания их вокруг своих осей относительно друг друга. Это резко снижает эффект полифузионной сварки.
Тем не менее, в некоторых местах образуется припой, и получается так называемая “сварка впритык”. При небольших растягивающих напряжениях “прихваточный шов” удерживает соединение вместе. Однако, как только на соединение оказывается давление, “прихватка” распадается.
Более подробную информацию о сварке полипропиленовых труб см. в этой статье.
Выводы и полезное видео по этой теме
У профессионалов всегда есть чему поучиться. Как работать с полипропиленом, вы можете увидеть на видео ниже:
Сборка полимерных труб методом “горячей” пайки – удобная и популярная техника. Он успешно используется в коммунальных установках, в том числе на бытовом уровне.
Этот метод сварки может быть использован людьми без предварительного опыта. Самое главное – понять технологию и убедиться, что она выполнена точно. Технику можно приобрести или взять в аренду.
Есть ли у вас опыт пайки полипропиленовых труб? Пожалуйста, поделитесь этой информацией с нашими читателями. Вы можете оставить комментарий или задать вопрос об этом в форме ниже.
Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Прокладка труб в жилых и общественных зданиях является одним из важнейших элементов жизнеобеспечения. Часто бывает, что полипропиленовые трубы прочны и надежны, с длительным сроком службы – но только при условии, что они правильно установлены и компоненты правильно соединены.
Основные методы работы
Поскольку качество соединительного шва в значительной степени зависит от поверхности контакта, для труб разного диаметра используются различные методы соединения.
Возможна пайка полипропиленовых труб:
- с муфтой (другим соединительным элементом). Используется для изделий диаметром до 63 мм и тонкостенных изделий;
- напрямую, с соединением встык, для моделей с большим диаметром и толстой стенкой.
В обоих случаях герметичность соединения обеспечивается за счет диффузии нагретого пластика.
Для повышения температуры пластика до нужного уровня используется специальное нагревательное устройство.
Ключевые моменты этого процесса изложены в мастер-классе.
Используемое оборудование
Основным условием для получения герметичного и качественного соединения участков трубопровода является одновременный нагрев до одинаковой температуры, так называемая полифузионная сварка. Попеременный нагрев не подходит, так как время, необходимое для охлаждения пластика до температуры, при которой прекращается молекулярная диффузия, составляет от 6 до 15 секунд.
Поэтому используется специальный сварочный аппарат с подогреваемыми парами сопел. Популярное название – “сварщик”, очевидно, из-за сходства формы. Это устройство также часто называют паяльником.
Тепло в этой машине передается от оправки к соплам, подобранным в соответствии с номинальным диаметром трубы.
В промышленных условиях используются напольные, а не настольные сварочные аппараты.
Поскольку трубы большого диаметра тяжелые, для их удержания в положении для сварки используются специальные приспособления. Кроме того, оснастка должна обеспечивать точное перемещение изделия вдоль его оси, чтобы обеспечить правильное соединение нагретых секций.
Также необходимы инструменты для разметки и резки полипропиленовых труб.
Обычные ножницы или пила будут резать не так точно и ровно, поэтому их лучше не использовать.
Для труб большего диаметра используется другой тип резака с подвижным отрезным диском.
Труба должна иметь фаску для лучшего прилегания к фитингу. Это можно сделать вручную, но удобнее использовать инструмент для снятия фаски.
Для меньших диаметров можно использовать ручную модель.
Обрезка армирующего слоя производится бритвой или торцовочным инструментом.
Особенности труб, которые необходимо учитывать при монтаже
Правильный метод пайки пластиковых труб требует учета не только диаметра трубы, но и толщины стенки. Поэтому перед началом работ необходимо проверить фактическую толщину стенки выбранного изделия путем маркировки и измерения (в целях контроля).
Для нормальной эксплуатации данные, содержащиеся в маркировке, должны быть сверены с нормативным документом.
В целом, технические данные для термопластичных напорных труб регламентируются ГОСТ Р 52134-2003. Однако у каждого производителя есть свои нюансы, а для зарубежных производителей этот стандарт вообще не работает. Поэтому лучше определить допустимый диапазон температур (рабочая и аварийная температура); они не должны превышать температуру пайки.
Затем, согласно полученной информации, необходимо определить время нагрева для сварки подготовленных пластиковых труб и температуру нагрева, а также время охлаждения деталей.
Кроме того, учитывая увеличение толщины стенки по сравнению с номинальным наружным диаметром, ширина зоны сварки, т.е. длина нагреваемой зоны, должна определяться по таблице. Она должна быть одинаковой для труб и фитингов, так как диффузия (проникновение молекул материала на молекулярном уровне) необходима по всей поверхности соединения. Обратитесь к таблице, чтобы определить ширину сварной полосы (глубину вставки трубы в раструб) и размер фаски.
Максимальная глубина вставки (фактическая ширина сварной полосы) без фаски.
В зависимости от типа материала устанавливается соответствующий уровень нагрева сварочного аппарата и, в частности, нагревательных элементов – паровых форсунок.
В некоторых случаях температура для пайки полипропиленовых труб составляет не 200 … 220 градусов Цельсия, но около 260 градусов, это необходимо уточнять у производителя или продавца.
Как паять полипропиленовые трубы
Давайте проанализируем этот процесс на примере создания водопровода в квартире.
Для этой цели используются изделия с номинальным диаметром 20…63 мм, поэтому достаточно ручного инструмента:
- ручной сварочный аппарат для полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной инструмент для снятия фаски (принцип работы см. на видео);
как сваривать и подготавливать полипропиленовые трубы:
- Сварочный аппарат установлен, подобраны нагревательные насадки. Перед использованием их необходимо протереть для удаления остатков предыдущей пайки и обезжирить, как и сами коммуникационные части;
- Разметьте участки труб для пайки, отрежьте по длине;
- снять фаску с трубы;
- Отметьте ширину сварочной ленты, область, которая должна быть вставлена в шов. Важно – труба должна быть загнана в пазы фитинга до упора. В противном случае между соединяемыми трубами образуется зазор, который повлияет на дальнейшую эксплуатацию трубопровода. Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя частично собранными деталями), также делается разметка для обеспечения правильной посадки;
- В случае армированных труб снимите верхний слой точно по ширине зоны сварки;
- Включите нагревательное устройство. В зависимости от температуры в помещении, это займет от 10 до 15 минут (поэтому можно сначала включить паяльник, а затем выполнить шаги 2-5). Установите температуру сварки на 260 градусов и подождите, пока не загорится зеленый индикатор паяльника – это означает, что достигнута оптимальная температура;
- Наденьте трубу и фитинг на нагретые насадки. Время нагрева регулируется в зависимости от диаметра детали и толщины стенки;
- Плавным движением снимите нагретые детали с насадок и соедините их. Труба должна быть вставлена в фитинг без перекручивания и сильных ударов;
- выдержать необходимое время предварительной пайки и дать соединенным деталям остыть (2…15 минут).
На рисунке 4 показано, как выглядят участки трубопровода в поперечном сечении после ручной пайки полипропиленовых труб малого диаметра – не видно ни швов, ни неоднородностей материала.
Нюансы работы: Как паять пластиковые трубы без проблем
Приведенные выше инструкции дают общее представление о работе по пайке полипропиленовых труб. Однако есть интересные моменты, которые могут удивить неопытного мастера.
Работа на верстаке и “на месте”
Не все компоненты будущего трубопровода можно удобно спаять на подготовленном для этого верстаке. Конечно, большая часть работы должна выполняться там, а не для личного удобства бригадира – так меньше риск неправильного соединения деталей. Но иногда приходится паять детали “по месту”, поэтому лучше заранее разметить схему будущей коммуникации на стене, полу или потолке, чтобы закрепить клипсы, которые будут удерживать трубы на месте.
Крепление сварочного аппарата
При вставке и извлечении нагретых компонентов настольный незакрепленный “утюг” будет дергаться вперед-назад. Это вызывает как проблемы при извлечении обломков и ожоги (при попытке удержать падающую машину), так и повреждение машины.
Поэтому лучше закрепить паяльник на верстаке или рабочем столе любыми доступными способами – “родным” или добавленным строительным зажимом, саморезами и так далее.
Разборка обязательна!
Одним из ярких примеров является соединение изделий, армированных алюминием, не снаружи, а внутри стены.

Чтобы правильно спаять такие полипропиленовые трубы, необходимо удалить алюминиевый слой – но как это сделать, если он находится между слоями пластика, а не снаружи?
Для этого существует специальный режущий инструмент, который позволяет удалить алюминиевую фольгу точно между слоями.
Режущие кромки, которые “скребут” фольгу, перемещаются к центру продукта. Таким образом, алюминий удаляется, а пластик остается на месте – труба готова к сварке.
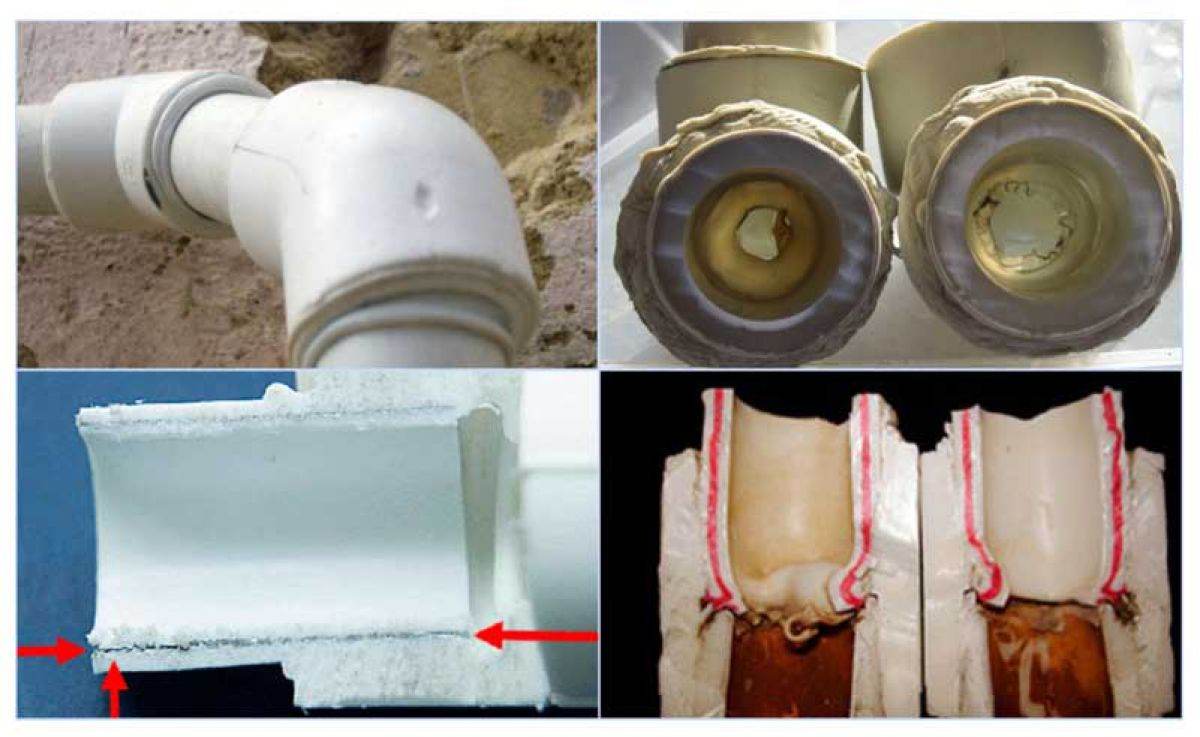
На рисунке показано соединение между подготовленной (справа) и неподготовленной (слева) частями. Хорошо видно, что в первом случае соединение плотное, а во втором случае хорошо видно расслоение. При краткосрочном использовании этот дефект не является существенным, но в случае трубопроводов, транспортирующих горячую воду (от бойлера или отопительного котла), может произойти падение давления и нарушение связи.
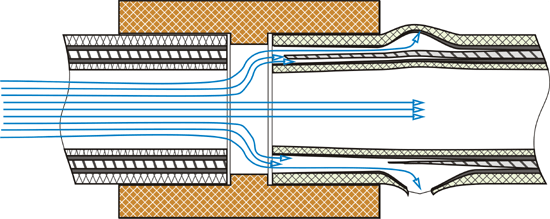
На рисунке показаны последствия неплотного соединения двух, казалось бы, сваренных труб, расслоения изделия и разбухания внешнего слоя полипропилена в процессе эксплуатации.
Правильная резка
Иногда пользователи думают, что если отрезать трубу под углом 45 градусов, то это увеличит площадь контакта и тем самым укрепит сварной шов. Это правда, но есть проблемы с этим типом резки:
- с выравниванием деталей – трудно правильно соединить сегменты трубы внутри раструба, неизбежно образуется зазор;
- нагрев свариваемых участков – косой срез не позволяет полностью осадить необходимую часть изделия на нагревательный элемент. Один край ослабевает, другой усиливается.
Последний узел не заварен!
Это происходит, когда неопытный сварщик неточно рассчитал длину и положение секций труб. Когда невозможно вставить штифт с насадками и раструбом между двумя последними свариваемыми элементами, проблему можно решить другим способом – вварив металлические вставки в соединяемые элементы.

Такая резьбовая пара с соединительной гайкой позволяет прочно и качественно соединить два элемента и сваривается без особых проблем.
Не гонитесь за дешевизной, поп…
Попытка сэкономить при покупке труб и фитингов связана с последующими протечками и вздутиями, поэтому лучше покупать у проверенных производителей.
Также необходимо отказаться от комбинирования продукции разных компаний – небольшая разница в составе или технологии производства товаров иногда приводит к критическим проблемам в готовой коммуникации.
Другие ошибки
Наиболее “популярные” ошибки часто включают:
- Чрезмерный нагрев компонентов. В результате труба деформируется и закрывает отверстие раструба, тем самым препятствуя свободному потоку воды в системе водоснабжения;
- Невозможность обезжирить поверхность и/или очистить трубу. Он не распределяется по всей поверхности, оставляя “островки”, где пластик не расплавился. Это приводит к повреждению соединения при повышении давления или температуры;
- вода не удалена (в случае проведения ремонтных работ на действующем водопроводе). Это можно сделать с помощью ткани и теплого (не горячего!) потока воздуха из бытового или строительного фена;
- Ослабленное соединение. Это может произойти, когда труба не полностью вставлена в фитинг или когда диаметры не совпадают.
Еще одна распространенная ошибка неопытных мастеров – отсутствие защитных перчаток. Из-за высокой температуры полипропилена необходимо защищать руки и использовать перчатки из натуральных материалов – предпочтительно из замши. Они не стесняют движений и не тлеют при нагревании, в отличие от хлопчатобумажных перчаток. Не используйте резиновые или прорезиненные перчатки!
Более подробно о распространенных ошибках можно узнать из видеоролика “Как не надо паять полипропиленовые трубы”.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах в ванной комнате или других помещениях, сварочные работы невозможны. Процесс сварки можно заменить приклеиванием трубы к фитингу с помощью органического растворителя. Он обладает очень сильным смягчающим действием, но при этом очень летуч.
После смазывания конца трубы и внутренней части раструба пластик ненадолго размягчится, и можно будет выполнить соединение. Через несколько секунд начинается обратная полимеризация.
Однако этот метод больше подходит для менее термопластичных труб из ПВХ.
Если и этот вариант по каким-то причинам не подходит, то вместо паяльника для безнапорных труб можно использовать паяльную горелку. Этот способ соединения показан в видеоинструкции ниже. Обратите внимание, что равномерное паяное соединение не может быть достигнуто из-за попеременного нагрева деталей, поэтому этот метод не должен использоваться для критических соединений.
Заключение
При соблюдении технологии сварки и правильном выборе полипропиленовых труб для бытовых коммуникаций, проблемы с подачей горячей и холодной воды могут быть решены на 25-50 лет – таков рекомендуемый производителями срок службы изделий.
Пайка полипропиленовых труб: инструкция по сварке ПП своими руками, схемы, нюансы и ошибки
 Пластиковые трубы
Пластиковые трубы
Сварка полипропилена – один из способов соединения сантехнических коммуникаций. В результате этого процесса образуются герметичные соединения, поскольку продукты сшиваются на молекулярном уровне. Если пайка полипропиленовых труб выполнена правильно, срок службы водопроводной или канализационной системы многократно увеличивается.
Специфика пайки полипропиленовых труб
Сварка полимерных изделий осуществляется с помощью технологии, которая реализуется с использованием свойств материала. Полипропилен характеризуется высокой пластичностью. Однако изделия из полипропилена приобретают это свойство под воздействием температурных изменений. Повышение температуры до определенного уровня приводит к размягчению материала.
Охлаждение нагретого трубного соединения также происходит быстро. По этой причине время пайки сокращается. Если вы будете действовать медленно при соединении труб, качество соединения пострадает. В этом случае трудно обеспечить герметичность соединения.




Сварка полипропиленовых труб возможна благодаря свойствам этого материала. Температура плавления составляет +149°C и выше. Для пайки используются полипропиленовые паяльники. Они обеспечивают нагрев изделий из ПП до +320°C, но в бытовых условиях используется менее интенсивный режим работы (до +300°C).
Трубы из полипропилена не должны подвергаться воздействию источника тепла, нагретого до критической температуры. Также не рекомендуется слишком долго прикладывать паяльник к трубе. В таких условиях материал теряет свои свойства, а изделия теряют свою форму.
Общее описание процесса

Процесс сварки труб ППС называется полифузионной сваркой.
Существует 2 метода соединения труб:
- раструбное соединение;
- стыковая сварка.
Первый способ сварки полипропиленовых труб своими руками больше подходит для новичков, так как требует меньших навыков. Работа может быть выполнена, даже если она никогда не выполнялась ранее.
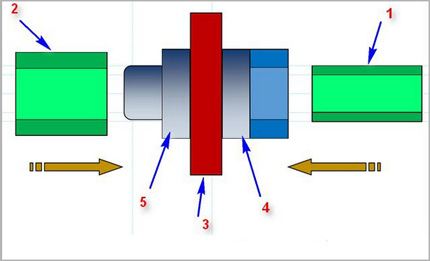
Раструбная сварка: 1 – полипропиленовая труба, 2 – раструб, 3 – нагретая часть паяльника, 4 и 5 – насадки (полуфабрикаты)
Метод соединения основан на необходимости использования специальных соединительных элементов, которые полностью окружают конечную часть носителя. Внутри розетки находится разъем, соединяющий 2 изделия. Для бытовых установок этот способ монтажа является более подходящим.
Если нет возможности использовать фигурный элемент, можно создать его видимость. Для этого используется простой кусок трубы и подрезается. Обратите внимание, что изделие вставляется в фитинг с обеих сторон на определенную глубину. Метод раструба используется для соединений диаметром до 63 мм.
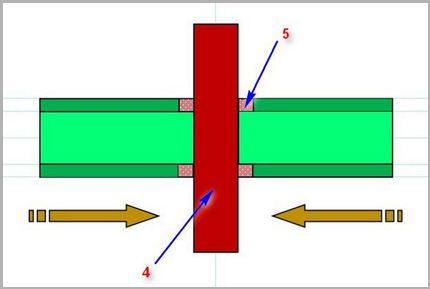
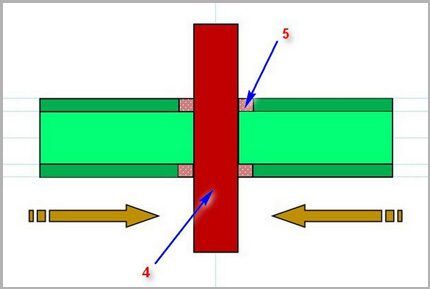
Прямая пайка: 4 – нагретый пузырь паяльника, 5 – область плавленой пластиковой трубы.
Метод прямой фиксации предполагает нагрев только концевых участков трубы. Не используются фитинги, и соединение не экранируется. Эта техника используется для сварки полипропиленовых труб большого диаметра и редко применяется в домашних условиях.
Недостатком этого варианта является сложность правильного выравнивания инструментов по оси. Даже небольшие отклонения в стороны могут привести к замедлению потока жидкости по трубопроводу. В случае прямого монтажа дополнительно используется система выравнивания.
Инструменты для монтажа полипропиленовых труб
| Изображение инструмента | Имя |
|---|---|
 |
Сварщик, для работы в домашних условиях рекомендуется использовать аппараты, предназначенные для сварки полипропиленовых труб малого и среднего диаметра – до 63 мм. |
 |
Труборез – идеально подходит для отрезания полипропилена. |
 |
Бритва – предназначена для удаления армирующего слоя. |
 |
Для создания качественного стыкового соединения необходим инструмент для торцевания труб. |
 |
Маркер для разметки труб. |
 |
С помощью спиртового уровня и карандаша отметьте на стене направление труб. |
 |
Рулетка – один из основных инструментов на стройке. |
 |
Обезжириватель необходим для удаления грязи и мусора из стыков труб. |
Вы можете купить или взять напрокат паяльник. Не всегда можно иметь под рукой торцевую головку или бритву. Однако эти инструменты понадобятся вам при работе с армированными трубами. Бритва, например, предназначена для удаления арматуры. Его лопасти параллельны оси трубы. Это обеспечивает удаление среднего слоя среды. Для подготовки труб используется инструмент для торцовки труб, удаляющий слой арматуры. Такой инструмент обрабатывает поверхность и дополнительно выполняет фаску.
Когда изучается информация о том, как правильно паять полипропиленовые трубы, необходимо учесть, что сначала составляется схема разводки сантехники в квартире, частном доме. Это необходимо для расчета количества материалов, чтобы определить точную длину коммуникации.
Для разметки используются маркер и измерительная лента. Важно определить не только то, где будут разрезаться изделия, но и то, какие участки будут вставляться в сопла сварочного аппарата.
Паяльные аппараты для сварки труб
Конструкция этих машин довольно проста. Основными компонентами являются:
- Блок управления и контроля температуры;
- Кронштейн для крепления машины;
- Опора для предотвращения прямого контакта между поверхностью, на которой установлен сварочный аппарат, и нагревательным элементом.
В комплект входят насадки разных диаметров, а также перчатки и мелкие инструменты. Комплектация зависит от модели машины. Чем он шире, тем выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в домашних условиях используется первый вариант. Это объясняется простотой конструкции, удобством использования, небольшими размерами.
Пайка полипропиленовых труб своими руками осуществляется с помощью 2 типов оборудования:
- Меч-паяльник;
- Цилиндрическая.
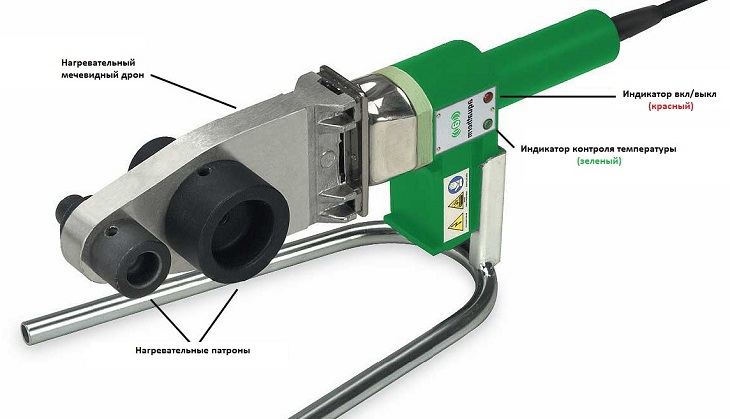



Паяльники различаются по форме нагревательного элемента. Пластина меча имеет несколько отверстий, позволяющих устанавливать различные насадки, которые состоят из 2 частей: штифта и втулки. Они предназначены для нагрева концевых участков носителя. Например, соединительный элемент крепится к штоку, а термоголовка предназначена для нагрева концевого участка трубы.
Нагрев форсунок должен осуществляться одновременно. При рассмотрении вопроса о том, как сварить полипропиленовые трубы, необходимо использовать оборудование, в комплект которого входят насадки с тефлоновым покрытием. Это предотвращает прилипание расплавленного материала к металлу.
Цилиндрические приборы отличаются по конструкции от мечевидных приборов наличием нагревательного элемента в форме цилиндра. В этом случае используются гофрированные насадки. Они помещаются на металлический цилиндр и прочно фиксируются. С обеих сторон этих сопел находятся штифт и втулка. Принцип пайки такой же, как и в случае с эквивалентом медовухи.
Критерии выбора сварочного аппарата
- Мощность. Для сварки труб диаметром макс. 75 мм, следует приобрести сварочный аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества сварных швов. Однако в быту чаще используется метод пайки для крепления труб диаметром до 50 мм. В этом случае можно использовать устройство мощностью до 700 Вт. Обратите внимание, что пусковые токи намного выше, поэтому необходимо предусмотреть запас мощности (20-30%).
- Тип нагревательного элемента: пластина, цилиндр. В повседневной жизни используется первый вариант – его легче применять. Это важно, если у вас нет опыта установки такого типа.
- Количество, тип и размер форсунок. Определите, какие изделия необходимо спаять. Учитывайте диаметр носителя. Самые простые модели позволяют одновременно спаивать 2-3 трубы и еще столько же фитингов. В этом случае на нагревательном элементе имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование, произведенное в разных странах: Россия, Китай, Турция, Чехия. Последний вариант более дорогой, такое оборудование отличается высоким качеством изготовления и надежностью. Сварочное оборудование может иметь неточности при измерении температуры. В результате фактическое значение часто не соответствует заданному.
Чешские машины выигрывают по этому критерию, неточность таких паяльников минимальна. Однако новичкам лучше использовать российские или китайские модели, так как они дешевле, хотя и имеют значительную погрешность в 10° в некоторых моделях.
Как паять полипропилен – инструкция
Необходимо быть последовательным, в этом случае вероятность совершения ошибки ниже.
- Подготовьте помещение. Поскольку во время пайки выделяются токсичные вещества, необходимо обеспечить эффективную циркуляцию воздуха.
- После резки края труб обрабатываются торцовочным инструментом или инструментом для снятия фаски. Для облегчения соединения труб выполняется снятие фаски.
- Материалы обезжириваются: очищаются от пыли, обрабатываются уайт-спиритом. Продолжайте, когда поверхность полностью высохнет.
- Включите паяльник, установите температуру на необходимый уровень (+260°C).
- Когда на корпусе паяльника загорится зеленый индикатор, можно начинать пайку. Вставьте трубу в раструб, а фитинг на оправку.
- Одновременно нагреваются 2 элемента будущего трубопровода: фитинги, трубы.
- Выждав время, указанное в таблице выше, снимите трубу и фитинг с форсунок и соедините их вместе. Детали должны удерживаться на месте. Соединения стыкуются до заданной продольной линии. Малейшее смещение еще не затвердевшего полипропилена приведет к разрыву молекулярных связей. Впоследствии это может привести к утечкам.
Паяльный стол для полипропиленовых труб
| Диаметр трубы, мм | Длина нагреваемого участка, мм | Время пайки, секунды | ||
| Время выдержки в паяльнике | При соединении секций труб | При полимеризации полипропилена | ||
| 16 | 12 | 4-5 | 4 | 120 |
| 20 | 14 | 5 | ||
| 25 | 15 | 6-7 | 6 | |
| 32 | 16 | 8 | 240 | |
| 40 | 18 | 10-12 | ||
| 50 | 20 | 18 | ||
Время нагрева и время выдержки полипропиленовых труб при заданной температуре в паяльнике обеспечивает высокое качество соединения. Медленный нагрев не приведет к размягчению труб. Сварка труб встык невозможна.
Соединение труб пайкой с армированием
Рабочая температура для труб холодной воды составляет от -10 … +90°C. Теплоноситель изгибает трубы, вызывая интенсивное линейное расширение. Поэтому для отопления используйте трубы с более подходящими характеристиками.

1 – Отрежьте необходимую длину трубы. 2 – Удалите арматуру с помощью швейной машины. 3 – Определите направление. 4 – нагрев труб и фитингов. 5, 6 – присоединение трубы к фитингу и фиксация.
Например, изделия, армированные стекловолокном или алюминием, используются в областях, подверженных воздействию высоких температур. Такие трубы представляют собой многослойные изделия: тонкий слой стекловолокна укладывается на полимерное изделие и покрывается слоем ПП. Преимущества:
- Относительная стабильность линейного расширения, даже при воздействии высоких температур геометрия изделия изменяется очень незначительно;
- Он может выдерживать давление до 10 атм; для сравнения, коммуникации в многоквартирных домах подвержены меньшему давлению (6-8 атм);
- Армирующий слой увеличивает срок службы трубопровода;
- Армированные трубы устойчивы к воздействию высоких температур, которые в классическом варианте привели бы к их расплавлению.
Технология пайки армированных труб не отличается от метода соединения неармированных труб, за единственным исключением: на этапе подготовки концы изделий должны быть очищены от армирующего слоя, для чего используется плакирующий инструмент – бритва. После подготовки трубы обезжириваются, затем нагреваются паяльником и соединяются.
Правила пайки полипропиленом во избежание ошибок
- Диаметры полипропиленовых труб следует выбирать в соответствии с таблицей размеров;
- подготовьте все необходимое перед работой, так как сварка происходит быстро, во время монтажа не будет времени на подготовку, паяльник включается, когда коммуникации уже прорезаны;
- Сварочный аппарат должен быть устойчиво установлен на горизонтальной поверхности, это повлияет на качество сварного шва, такие аппараты оснащены специальными кронштейнами, но некоторые модели установлены неправильно, поэтому их необходимо дополнительно закрепить;
- Температура плавления полипропилена значительно ниже значения, установленного в настройках сварочного аппарата, эта разница обусловлена необходимостью быстрого размягчения трубы, достаточной температурой считается +260 °С;
- не следует изменять температуру при использовании изделий большего размера при пайке полипропиленовых труб, температура нагрева не меняется при увеличении диаметра коммуникации, из приведенной таблицы можно узнать, что размер изделий определяет только продолжительность нагрева материала;
- Красный свет означает, что нагревательный элемент включен, а зеленый свет означает, что заданная температура достигнута;
- Шаг обезжиривания часто пропускается пользователем, но пыль и капли воды в зоне резания могут привести к ослаблению соединения, так как делают структуру материала более пористой;
- при монтаже трубопроводов сложной конфигурации необходимо соединять трубы под разными углами, они также повернуты относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, а затем выполнить их первичный монтаж (без использования паяльника), на этом этапе необходимо провести разметочную полосу по центральной линии через 2 соединяемые части.
Обратите внимание, что тонкостенные трубы нагреваются быстрее. Это означает, что время работы паяльника сокращается вдвое. Если рассматривается вопрос, при какой температуре паять такие трубы, следует помнить, что значение этого параметра не зависит от размеров изделия. Тонкостенные трубы соединяются при той же температуре, что и толстостенные.
Влияние ошибок при сварке на качество сварного шва
Вот что происходит при неправильной пайке ламинированных труб!
Наиболее распространенными ошибками в процессе пайки являются
- Поверхности не обезжириваются, что снижает качество шва;
- Угол реза между трубой и фитингом не составляет 90°;
- Труба недостаточно утоплена в фитинге или, наоборот, коммуникация вдавлена в фитинг до упора, в результате чего внутри образуется большой шов, препятствующий движению жидкости;
- неправильно использована технология отопления: трубы были на соплах слишком короткими или, наоборот, слишком длинными, в обоих случаях качество соединения будет низким;
- При соединении армированных труб слой арматуры на концевом участке удален не полностью, в результате чего материал будет препятствовать плавлению полипропилена и соединение будет нестабильным или вообще невозможным;
- Положение деталей корректировалось после соединения, что снижало надежность соединения; чтобы избежать таких последствий, после соединения трубы и фитинга необходимо дать время, чтобы детали оставались неподвижными.
Как паять полипропиленовые трубы без паяльника
При рассмотрении способов, как сварить полипропиленовые трубы, не всегда можно использовать специальный паяльник. В этом случае выбираются другие варианты, среди которых:
- газовая горелка;
- компрессионная муфта;
- холодная сварка.
Если вы используете горелку, полипропилен будет нагреваться неравномерно. В результате соединение будет выглядеть неаккуратно, что снизит его надежность. Со временем область может протекать. Этот метод следует использовать только в крайнем случае и только для систем холодного водоснабжения.

Подключение трубы с помощью компрессионной муфты
Компрессионная муфта обеспечивает надежное соединение и используется в качестве полноценной замены сварочного аппарата. Однако стоимость такого компонента высока. Следовательно, стоимость будет выше, так как для прокладки труб по всему зданию необходимо много компрессионных фитингов.

Метод склеивания полипропиленовых труб.
Метод холодной сварки также эффективен. В этом случае используется двухкомпонентная эпоксидная смесь. Этот материал позволяет добиться надежного соединения без специального оборудования.
Для фиксации труб клей наносится на очищенную и обезжиренную поверхность изделия. Затем труба и фитинг соединяются, крепко прижимаясь друг к другу. Время схватывания клея составляет около 10 минут. Полное отверждение занимает 1 час. Этот параметр можно использовать только при установке системы холодного водоснабжения.
Выводы и полезное видео по пайке полипропилена
При пайке полипропиленовых сред необходимо правильно подготовить материал (его разметку, резку), инструменты. Последовательность выполнения работ. Например, если пропустить этап обезжиривания, шов не будет достаточно надежным.
Обучающее видео о том, как паять полипропиленовые трубы:
Важно соблюдать правила прогрева и соединения труб, иначе после ввода в эксплуатацию может потребоваться ремонт труб. Для лучшего понимания пайки, пожалуйста, ознакомьтесь с видеороликом о пайке.