Травление это удаление грязи, окислов и ржавчины с помощью травильных растворов на основе серной, соляной, фосфорной, азотной или каустической кислоты. Растворы содержат ингибиторы, которые замедляют растворение уже очищенных поверхностей.
Методы нанесения порошковой краски: электростатический и трибостатический

Порошковая окраска впервые появилась в Германии еще в 1950-х годах. В то время было запатентовано несколько методов нанесения покрытия на металлические изделия с помощью электростатически заряженных частиц. Сегодня металл окрашивается эпоксидными, полиэфирными или эпоксидно-полиэфирными материалами по термореактивной или термопластичной технологии. Сначала поверхность металла подготавливается механически и химически. Затем в специальной камере детали окрашиваются порошковой краской с использованием электростатического, трибостатического или других методов.
Виды порошковой окраски
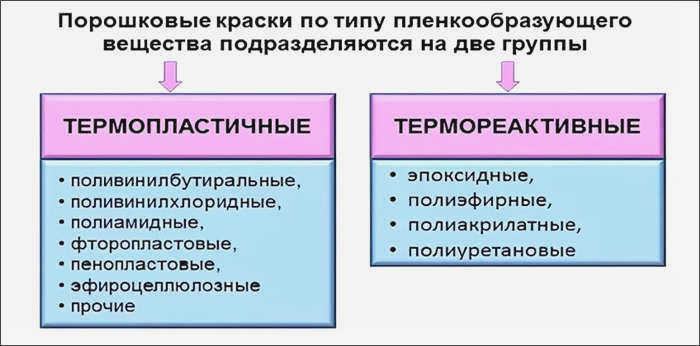
Существует 2 типа порошковых красок, в зависимости от способа формирования защитно-декоративного покрытия. Термореактивные краски содержат отвердители: при нагревании происходит реакция между химическими группами, в результате которой порошок растекается и полимеризуется. Такие составы содержат эпоксидную смолу, полиэфирные соединения, акрил и полиуретан. В соответствии с технологией материалы запекаются и отверждаются только один раз. Покрытие, полученное методом термореакции, является термо- и химически стойким.
Типы порошковых красок
УФ-порошковые краски представляют собой фотополимеризуемые материалы с химическим фотоинициатором. Последний мгновенно реагирует на УФ-энергию, что приводит к отверждению или сшиванию. Перед отверждением УФ-порошок плавится в течение 1-2 минут при температуре 110-130 °C. Термопластичные краски, состоящие из ПВХ, пластмасс и полиамидов, используются для покрытия проводов и подобных изделий, которые постоянно перемещаются в процессе отделки. Такие мягкие и гибкие покрытия наносятся в псевдоожиженном слое.
Существует 3 основных типа порошковых красок, основанных на химическом составе.
- Эпоксидные. Обеспечивают хорошую защиту от ржавчины благодаря прочному составу. Устойчивы к химическим растворителям и влаге, но могут изменяться под воздействием ультрафиолетового излучения.
- Полиэфирные. Не обесцвечиваются и не боятся ультрафиолетовых лучей. Выдерживают химические растворители, но токсичны.
- Эпоксидно-полиэфирные. Компромисс между первыми двумя типами. Они нетоксичны, устойчивы к ультрафиолетовому излучению и могут выдерживать множество ударов. К недостаткам относится низкая устойчивость к растворителям и влаге.
Полиэфиры похожи на уретаны. Они долговечны, гладки, устойчивы к коррозии и химическим веществам. Топливные баки, кондиционеры, сельскохозяйственное оборудование, дверная фурнитура и автомобильные колеса покрываются этими материалами по уникальной технологии.
Технология порошковой окраски. Подготовка поверхности
Начальным этапом любого процесса покраски является подготовка поверхности. Это самый трудоемкий и длительный процесс, которым часто пренебрегают, но от которого зависит качество покрытия. Подготовка поверхности заранее определяет качество, стойкость, эластичность и долговечность покрытия, способствует оптимальной адгезии порошковой краски к окрашиваемой поверхности и улучшает ее антикоррозионные свойства.
При удалении загрязнений с поверхности важно выбрать наиболее подходящий метод обработки и состав, используемый для этой цели. Их выбор зависит от материала обрабатываемой поверхности, типа и степени загрязнения, а также от требований к условиям и срокам эксплуатации.
Предварительная обработка поверхности перед покраской включает в себя обезжиривание, удаление оксидных слоев (пескоструйная обработка, травление) и нанесение конверсионного слоя (фосфатирование, хромирование). Из них только первый метод является обязательным, остальные применяются в зависимости от конкретных условий.
Процесс подготовки поверхности включает в себя несколько этапов:
- Очистка и обезжиривание поверхности;
- фосфатирование (с помощью фосфатов железа или цинка);
- промывка и отверждение;
- сушка покрытия.
Первый этап включает в себя обезжиривание и очистку обрабатываемой поверхности. Это может быть сделано механическим или химическим способом. При механической очистке используются стальные щетки или шлифовальные круги, в зависимости от размера поверхности можно также очистить поверхность чистой тканью, смоченной в растворителе. Химическая очистка проводится с использованием щелочных, кислотных или нейтральных чистящих средств и растворителей, в зависимости от типа и степени загрязнения, типа, материала и размера обрабатываемой поверхности и т.д.
При химической обработке детали могут погружаться в ванну с раствором или подвергаться абразивной обработке (раствор подается под давлением через специальные отверстия). В последнем случае эффективность обработки значительно повышается, поскольку поверхность подвергается также механическому воздействию и на нее непрерывно подается чистый раствор.
Технология порошковой окраски. Грунтовка
Для защиты от коррозии используются два типа порошковых грунтовок, на которые затем наносится порошковое покрытие.
1. пассивная защита от коррозии.
Для защиты от коррозии используется грунтовка на эпоксидной основе, которая образует прочное покрытие с хорошей химической и механической стойкостью.
Для защиты изделий из стали и алюминия в мягких условиях (покрытие сварных конструкций внутри помещений, алюминиевых ободов и т.д.) Выравнивает поверхность при незначительных дефектах и после пескоструйной обработки.
Активная защита от коррозии.
Эпоксидная смола Цинксодержащая. Цинксодержащая эпоксидная смола. Обеспечивает высокую коррозионную стойкость изделий в суровых условиях. При возникновении проникающих повреждений в системе покрытия в этой области могут появиться локальные следы коррозии, но это не окажет влияния на адгезию покрытия на прилегающей поверхности, т.е. грунтовка ограничивает область распространения коррозии.
Применяется для защиты всех стальных изделий, используемых на открытом воздухе (решетки, заборы, перила, лестницы, строительные конструкции и т.д.).
Области применения порошковых красок

Благодаря высокой эффективности применения, а также относительно низкой стоимости, необходимой для ее реализации, технология востребована в десятках производственных областей. Наиболее распространенным применением порошковой окраски металла является
- в серийном производстве металлических деталей и готовых изделий;
- в металлургической промышленности;
- в автомобильной промышленности, при производстве комплектующих для различных видов транспорта;
- в промышленном производстве строительных материалов, кровельных добавок, внутренней и внешней отделки.
Порошковая окраска используется для общего и личного пользования:
- металлические детали мебели и интерьеров;
- корпуса для бытовой техники и оборудования;
- медицинское оборудование, инструменты, стеллажи для хранения
- спортивное оборудование;
- металлочерепица, металлические профили, листовой металл.
Некоторые компании активно используют этот метод для окраски изделий из стекла, керамики и древесноволокнистых плит средней плотности (МДФ).
Методы порошковой окраски

Хотя метод порошковой окраски известен уже давно, техническое значение он приобрел лишь относительно недавно. В ходе внедрения и модернизации существующей технологии появилось несколько методов работы. Три из них будут рассмотрены более подробно.
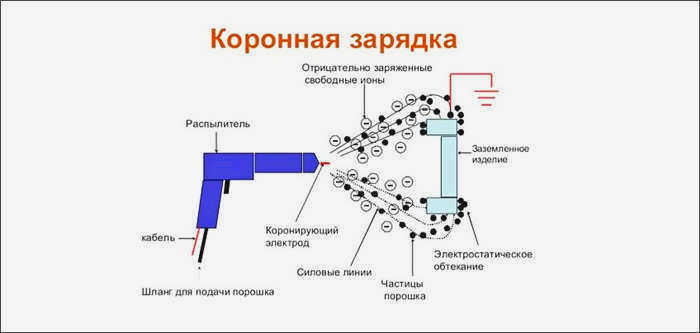
Электростатическое напыление
Суть метода. Мелкодисперсные частицы окрашиваемого полимера при прохождении через распылитель приобретают электрический заряд. Состояние окрашиваемой поверхности должно оставаться электрически нейтральным. Эта разность зарядов создает активное электрическое поле, благодаря свойствам которого порошкообразное вещество притягивается к поверхности и надежно удерживается на ней. Порошкообразный компонент отправляется в специальную печь, в которой при высоких температурах происходит процесс полимеризации. Воздействие тепла на вещество должно продолжаться только в течение короткого периода времени. Как только верхний слой расплавится, процедура будет завершена. В результате краска прочно впитывается в подложку, предотвращая образование воздушных карманов, нарастание и растрескивание покрытия. Электрический заряд постепенно рассеивается.
Принцип порошковой окраски с нагревом

По сравнению с предыдущим, этот способ считается более сложным и дорогостоящим из-за наличия дополнительного этапа предварительной обработки. Перед нанесением покрытия объект или конструкция, на которую наносится покрытие, нагревается до определенной температуры. Степень и продолжительность теплового воздействия на металл подбирается индивидуально в зависимости от его свойств. Затем краска равномерно распределяется по всей подложке детали с помощью распылителя. Заключительный этап повторного нагрева выполняется не всегда. Это зависит от свойств состава краски.
Сопутствующие товары

Цветной порошок представляет собой дисперсную композицию частиц различных оттенков цвета с добавлением смол, образующих защитный слой. В состав входят наполнители, отвердители и добавки.
Композиции принято делить на 2 большие группы:
- Термоактивные. Порошковая окраска позволяет получить поверхности с повышенным индексом твердости и высокой стойкостью к истиранию. Вещества не плавятся и не растворяются. Покрытие формируется при температуре 160°-210°. Это происходит за счет плавления частиц порошка и соответствующей химической реакции.
- Термопластичный. В этом случае пленка образуется при охлаждении частиц красителя. Этот тип менее прочен, чем предыдущий. При нагревании покрытие становится пластичным и растворимым. Поэтому необходимо соблюдать определенные правила и требования при использовании изделий, окрашенных таким способом.
Первоначально эти красящие составы предназначались для металла, но со временем спектр их применения расширился.
Различия между эпоксидными и полиэфирными составами
В зависимости от компонентов, краска изготавливается либо из эпоксидной, либо из полиэфирной смолы. Если окрашенное изделие будет использоваться на открытом воздухе, предпочтительнее второй вариант. Такие составы прочны, долговечны и устойчивы к неблагоприятным погодным условиям. Благодаря высокому содержанию акрилатов они не боятся агрессивного воздействия щелочей. Лаки этого типа обеспечивают глянцевое или матовое покрытие. Чаще всего они используются в машиностроении.
Эпоксидные компаунды используются для окрашивания интерьеров. В радио- и электротехнике они выполняют функцию электроизоляции.
Что необходимо
Для нанесения порошковых красок требуются определенные инструменты:
- Очистители и обезжириватели;
- Камера, в которой происходит напыление порошка;
- Пистолет-распылитель с красящей смесью;
- печь;
- место, где продукт остывает после обработки;
- гнездо.
Необходимо рационально организовать пространство, чтобы работа проходила комфортно, и тщательно продумать вешалки, на которых будут размещаться окрашенные изделия. Для упрощения задачи можно использовать стеллажную тележку. Важно понимать, что для размещения инструментов потребуется много места. Это также касается совмещения определенных рабочих зон.