- Простые ручные гибочные станки, в которых металл сгибается путем приложения усилия в определенной точке. Эти машины позволяют сгибать металлический лист по прямой линии под любым углом – от нескольких градусов до почти 360°.
- Гидравлические машины, в которых листовой металл сгибается по форме штампа путем удара. Штамп может быть прямым или изогнутым. Это оборудование является профессиональным и используется на предприятиях средней и высокой производительности.
- Вальцовые или роликовые гибочные станки. В их случае листовой металл сгибается не по прямой линии, а округляется. С помощью этого оборудования вы можете самостоятельно изготавливать трубы или другие подобные изделия.

Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сейчас нередко дачники устанавливают теплицы из профильных труб. Они устойчивы, долговечны и пропускают больше света, чем деревянные.
Для того чтобы собрать профильную конструкцию, ее необходимо согнуть под определенным углом. Это кажется невозможным без специального оборудования. В этом материале мы рассмотрим возможные способы и объясним – как согнуть квадратную профильную трубу в домашних условиях без трубогиба.
Какие сложности возникают в процессе сгибания профильной трубы?
Сгибание профильной трубы означает ее частичное или полное изгибание. Это общеизвестный факт, Профильные трубы обладают высокой степенью прочности.Поэтому их можно сгибать только под давлением или путем нагрева сгибаемого участка. В этом процессе на деталь действуют две силы:
- сжатие – изнутри;
- расширение – снаружи.
Именно в противоположных направлениях этих сил и заключается сложность работы по скруглению патрубка:
- Разные участки профильной трубы могут по-разному реагировать на изгиб, что приведет к потере соосности, то есть разные участки заготовки будут находиться на разных поверхностях.
- Трубы не всегда выдерживают процесс растяжения и могут согнуться или сломаться. Это более вероятно, если сгибание выполнено неправильно.
- На изделии могут появиться морщинистые складки.
- Перегрев снижает прочность и вызывает разрушение структуры.
- Сминание боковых стенок – это происходит, когда на заготовку оказывается чрезмерное давление при прохождении через гибочную конструкцию.
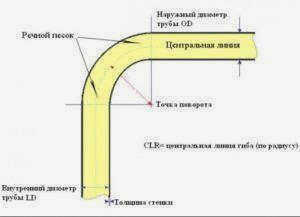
Чтобы избежать этих проблем, важно учитывать материал и размер трубы – толщину стенки, диаметр и угол изгиба.
Типы гибочных станков
Эти станки позволяют сгибать профильные или круглые трубы на нужный угол. Они делятся на:


первый тип справляется с гибкой труб больших размеров, механические модели используются для средних размеров, а ручные модели считаются идеальными для гибки круглых труб диаметром до 3 см или профильных труб до 4 см.
По конструкции, функциональности и принципу работы они делятся на:


К основным ручным (механическим) станкам для гибки круглых труб относятся:
- Вальцы – предназначены для изделий диаметром до 40 мм, используются, когда требуется небольшой угол изгиба;
- Гибочная плита – используется для получения радиусного изгиба под малым и средним углом;
- Гибка шнеком – универсальный тип, позволяющий сгибать круглую трубу по всей длине;
- Арбалетные – станки похожи на роликовые трубогибы, но обладают повышенной производительностью;
- рычажные – простые конструкции, используются для сгибания труб среднего и большого размера под определенным углом.
Необходимые инструменты
Начните с подготовки инструментов, которые понадобятся для работы. Для сборки любого домашнего гибочного инструмента вам понадобятся:
- сварочный аппарат;
- токарный станок – для точения деталей самостоятельно, а не с помощью профессионального токаря (хотя есть виды, не требующие точения);
- тиски и молоток;
- пила по металлу;
- линейка;
- дрель;
- шлифовальная машинка.
Это основные инструменты, необходимые для изготовления любой модели своими руками, другие инструменты могут понадобиться при сборке этой или других типов.
Приемы, облегчающие сгибание трубок
Чтобы ролики лучше двигались, используются подшипники. Однако, как правило, для самодельного трубогиба, который будет использоваться лишь время от времени, можно просто сделать кронштейны из углового железа или швеллера. Проделайте в них отверстие чуть большего размера, чем ось, на которой будет крепиться валик. Проденьте ось с валиком через отверстия в кронштейнах и закрепите ее каким-либо образом (хотя бы сварив некоторые точки, чтобы были упоры). Для лучшей работы смажьте места трения густой смазкой, например, Литолом. Этот способ не подходит для промышленного или полупромышленного производства, но для изгибов ручной работы для теплиц или беседок.

Есть еще один прием, помогающий уменьшить усилие, необходимое при сгибании профильной трубы. Можно использовать принцип увеличения передачи, как в велосипеде. Кстати, можно использовать велосипедные шестерни. В этом случае кривошип, который приводит в движение ролики, приваривается к небольшой звездочке. Она крепится где-то на корпусе. Большая звездочка приваривается к роликам (но зубья имеют одинаковый шаг). Все это соединяется соответствующей цепью.

И еще одно усовершенствование – если профилегиб постоянно используется, имеет смысл его механизировать. В этом случае используется двигатель, работающий на низкой скорости.
Как согнуть профильную трубу на бытовом станке
Достижение требуемого радиуса изгиба за один раз маловероятно, поскольку для этого требуется слишком большое усилие. Сделать это вручную нереально. Необходимый изгиб достигается за несколько проходов:

- Сначала ролики устанавливаются так, чтобы получился небольшой изгиб, труба прокатывается с одной стороны, затем снимается с роликов, разворачивается и вставляется другой стороной. Это необходимо для получения равномерно согнутой трубки.
- В таком же положении валки перетаскивают несколько раз, пока не исчезнет кривизна.
- Если требуемый радиус изгиба не достигнут, необходимо изменить положение валка и повторить операцию.
Радиус изгиба изменяется постепенно, иначе не удастся сделать изгиб из профильной трубы с помощью самодельного трубогиба. Что делать, если необходимо повторить тот же изгиб? Выполните подачу – отметьте, на какую высоту был перемещен рулон, сколько раз он был прокатан в каждом положении. При повторах различия, если они есть, незначительны.
Сложность гибки в том, что нет шкалы, и без опыта трудно добиться желаемого радиуса гибки. Рано или поздно вы добьетесь этого, но при этом вы можете уничтожить много материала.
Простые инструкции
Металлические формы стоят дорого. Даже больше, чем гофрокартон или металлическая кровля, поэтому имеет смысл сделать простейший станок для гибки листового металла и с его помощью изготовить столько уголков, порогов и других подобных деталей, сколько вам нужно, и только по их размерам.
 Схема станка для гибки листового металла
Схема станка для гибки листового металла  Станок для гибки листового металла – вид сбоку
Станок для гибки листового металла – вид сбоку  Другая модель
Другая модель
Если вы беспокоитесь о внешнем виде, то зря. Вы можете купить листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях металлический лист прочно закреплен, чтобы он не скользил по столу во время использования, а значит, краска не будет скалываться или царапаться. Не повреждается она и в углах. Поэтому изделия будут выглядеть вполне прилично. Если очень постараться, то она будет выглядеть даже лучше, чем то, что продают на рынке.
Мощный изгиб панелей Т-образного профиля
Для этого вам понадобится ровная поверхность (стол), желательно металлическая, три угольника с шириной полки не менее 45 мм, толщина металла не менее 3 мм. Если вы планируете гнуть длинные детали (более метра), желательно, чтобы полки были шире, а металл толще. Можно использовать тавровые уголки, но это – для сгибания металлических листов большой толщины и длины.
Вам также понадобятся металлические дверные петли (две штуки), два шурупа большого диаметра (10-20 мм), "барашки" на них, пружина. Вам также понадобится сварочный аппарат, чтобы приварить петли и сделать отверстия (или дрель со сверлом по металлу).
В самодельном листогибе использовался 70-миллиметровый Т-образный прут – три куска длиной 2,5 м, два шурупа диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для вырезания стоек) и пружина. Вот порядок действий:
Вальцы для листового металла или роликовый трубогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Вальцы для листового металла с ручным или электрическим приводом могут быть изготовлены вручную. Ручные имеют 3 ролика, электрические могут иметь 3-4, но обычно их тоже три.

Этому станку нужна хорошая прочная станина. Это может быть отдельная станина или какой-нибудь верстак. Основой конструкции являются валики. Они делаются одинакового размера. Два нижних неподвижны, а верхний подвижен так, что в нижнем положении он находится между роликами. Изменяя расстояние между нижним и верхним валиками, можно изменять радиус кривизны.
Машина приводится в движение рукояткой, прикрепленной к одному из роликов. Крутящий момент передается на другие валики через шестерни. Они регулируются таким образом, чтобы скорость вращения была одинаковой.
Если на машине необходимо изготовить трубы, верхний ролик снимается с одной стороны с помощью системы быстрой фиксации. После того, как лист свернут в трубу, его невозможно снять другим способом.