При работе с флюсом изготовитель должен защитить органы дыхания плотно прилегающим респиратором, так как пары флюса могут быть токсичными и вредными для здоровья. Помещение должно проветриваться с помощью вытяжки и притока свежего воздуха.

Сварка алюминия без сварочной горелки
Если проект, над которым вы работаете, предполагает работу с металлом, при необходимости вы можете использовать алюминий. Причина в том, что для сварки алюминиевых деталей вам не потребуется сварочное оборудование. Все, что вам нужно, – это пропановая горелка.
Алюминий легок и достаточно прочен, чтобы выдерживать незначительные нагрузки и деформации. Работать с алюминием легко, поскольку это мягкий металл, поэтому его легко резать. С алюминием можно делать многое, что можно делать и с другими металлическими материалами.
Как "сварить" алюминий без сварочного аппарата – методом, показанным на видео. Преимущество работы с алюминием заключается в низкой температуре плавления. Это облегчает сварку с использованием только пропановой горелки.
Товары для изобретателей Ссылка на магазин.
Алюминиевые прутки начинают плавиться при температуре 700 градусов, что делает их идеальным сварочным материалом для соединения алюминиевых деталей. Спасибо ведущему YouTube 'The Mechanic's Diary'.

Использование горелки и касталинского припоя – быстрый способ соединения алюминия без сварки. Получается очень прочное соединение, и при небольшой практике это можно сделать быстро и с отличным результатом.

Электроника "сделай сам" в китайском магазине.

Касталинский припой – алюминиевые трубки, которые плавятся при температуре 300-400 градусов. Внутри находится флюс.




Как паять алюминий
До недавнего времени я не знал, насколько легко паять алюминий с помощью пропановой горелки. Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна для нагрева конкретной свариваемой области. Горелка с большим наконечником была бы лучше. В любом случае, если у вас есть пропановая горелка и паяльные стержни, вы можете сварить алюминий. Все это можно найти в местном хозяйственном магазине.



Припой для алюминия можно найти там же, где и все для дуговой сварки. Рабочая температура моего стержня составляет 370-400 градусов Цельсия. Пропановая горелка горит достаточно горячо, чтобы выполнить работу.
Вам потребуется
- Порошкообразная алюминиевая проволока для пайки.
- Газовая горелка.
Газовая горелка не обязательно должна быть профессиональной. Подойдет обычная горелка от газового баллона или любая другая горелка.
Более подробно я остановлюсь на специализированном припое, который вам нужно будет приобрести. Это порошковый припой в форме трубки, разработанный специально для пайки алюминия (почему порошковый? – порошок внутри трубки). Он состоит из двух элементов: оболочки и порошковой основы внутри. Мы не будем подробно останавливаться на химическом составе, в этом нет необходимости.
Его можно купить в специализированных магазинах, он используется в автосервисах. Самый доступный способ купить его – на Али Экспресс – ссылка на пайку..
Стоит он недорого, и я рекомендую сразу взять упаковку – она обязательно пригодится.

Пайка алюминия газовой горелкой
Возьмите профиль или детали, которые вы хотите сварить.

Отшлифуйте поверхности проволочной щеткой. В качестве альтернативы можно использовать крупнозернистую наждачную бумагу. Чем шероховатее поверхность, которую нужно спаять, тем лучше соединение с припоем.

Зафиксируйте соединение струбциной или другим приспособлением. Включите газовую горелку и нагрейте разъем.

Поднимите паяльник вверх. Он плавится и растекается по шву.
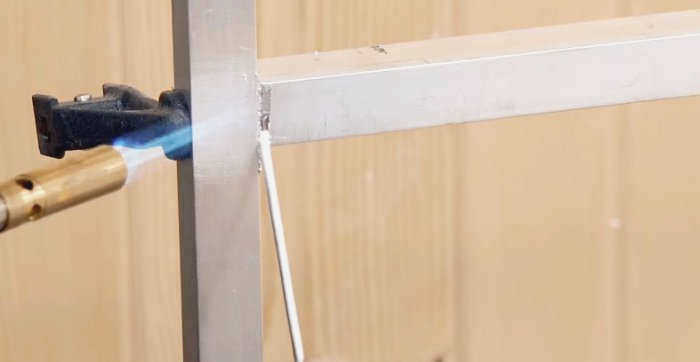
Весь процесс происходит при температуре около 450 градусов Цельсия. Припой очень жидкий и затекает в каждую, даже самую маленькую щель в металле.


Как только припой распределен, мы нагреваем соединение еще немного, чтобы он как можно лучше распределился и вплавился в стыки узла.

Оборудование и материалы
Для проведения процесса пайки алюминия вам понадобится оборудование и специальные расходные материалы. Результаты пайки будут зависеть от выбора правильных материалов и их качества.
Ниже приведен список инструментов и расходных материалов, необходимых для выполнения этой задачи.
- Газовая горелка с направленным потоком пламени, который можно регулировать. Сопло горелки пропускает газ через свою конструкцию, поэтому для пайки вам также понадобится газовый баллон. В процессе пайки газовая горелка расплавляет припой и металл – эти процессы контролируются силой пламени.
- Вам понадобится специальный дюротовый шланг для соединения газового баллона и резака вместе. В целях безопасности всегда проверяйте исправность шланга перед началом работы.
- Припой (также известный как присадка) предназначен для пайки алюминия. Если процесс пайки осуществляется с помощью газовой горелки, паяльная проволока должна подходить для спаиваемого металла.
- Для окончательного удаления оксидного слоя и повышения адгезии металла используются различные типы флюсов. Перед началом процесса пайки необходимо обработать рабочие поверхности.
В этом случае наиболее часто используются следующие флюсы:
- Ф-61 – необходим для работы с алюминием с низкой температурой плавления;
- Ф-64 – используется для толстых и массивных компонентов;
- Ф -34А – используется для огнеупорных материалов в высокотемпературных приложениях;
- Castolin Alutin 51L – является международной альтернативой, хорошо работает, когда припой Castolin также используется в процессе пайки.
Припоями, наиболее подходящими для пайки алюминия газовой горелкой, являются цинковые, алюминиевые, медные и кремниевые прутки, которые также содержат олово в своем составе. Наиболее популярным припоем является цинковый припой ЗОП-40, который состоит из 60% олова и 40% цинка. Не менее популярным является алюминиевый припой класса 34-А, который состоит из 66% алюминия, 28% меди и 6% кремния.
Технология
Выполнение паяльных работ на алюминиевых поверхностях в домашних условиях требует предварительной подготовки и строгого соблюдения последовательности операций самого процесса. Пламенная горелка может быть использована для спаивания отрезков алюминиевых труб, соединения проволоки с алюминиевыми проводами, пайкой можно также залатать дыру в алюминиевом радиаторе и т.д. Метод использования пламенной горелки позволяет работать не только на небольших участках, но и на больших.
Технология пайки алюминия состоит из двух важных этапов – подготовки и самого процесса пайки.
Подготовка
Этап подготовки является важной частью процесса, и им нельзя пренебрегать.
- Детали, подлежащие пайке, очищаются механически с помощью наждачной бумаги или проволочной щетки.
- Затем очищенную поверхность обезжиривают ацетоном или органическим растворителем, удаляя жир или масло и уменьшая плотность оксидного слоя.
- Очищенные поверхности обрабатываются флюсом. Процесс выполняется аккуратно, не оставляя без внимания ни одну часть рабочей зоны. Флюс поможет улучшить адгезию, а также текучесть расплавленного металла. Если начать пайку без удаления оксидного слоя флюсом, то готовый сварной шов вскоре выйдет из строя.
- Заготовки тщательно нагревают горелкой, чтобы нанесенный на них припой с флюсом хорошо расплавился и равномерно покрыл рабочую область.
Газовая горелка значительно облегчает предварительный нагрев компонентов перед пайкой. Регулируя интенсивность пламени, нагрев осуществляется достаточно быстро и качественно. Однако важно отметить, что детали не следует перегревать, так как металл расплавится и может деформироваться.
Процесс
После того как подготовительные работы завершены, можно приступать к основным этапам.
Как подготовить материал?
Важно: подготовка алюминия к сварке отличается от подготовительных работ с другими металлами. Категорически не допускается шлифовка, абразивная, пескоструйная обработка или шлифовка наждачной бумагой любой фракции. Важную роль играет механическая обработка. Эта процедура придает изделиям необходимую форму. Необходимо, чтобы 100% поверхности было очищено от загрязнений и окислов.
При подготовке к дуговой (лучевой) сварке алюминия обязательна химическая обработка. Все консервирующие жиры и грязь должны быть удалены. Для этого используется тряпка, смоченная в бензине. Вместо бензина можно использовать уайт-спирит и другие органические вещества. На больших заводах используют теплый (не горячий!) раствор гидроксида натрия:
- гидроксид натрия (0,01 кг);
- Тринатрийфосфат (0,04 – 0,05 кг);
- Жидкое содовое стекло (0,005 кг).
Время обработки зависит от закупорки металла. Уровень нагрева имеет решающее значение. Если жидкость нагрета до 60-70 градусов, обезжиривание деталей длится не более 3-5 минут. По окончании обезжиривания детали или проволока обрабатываются щелочным раствором (5%). Чаще всего используется гидроксид натрия, но можно использовать и KOH.
Время предварительной обработки на этом этапе составляет Время обработки на этом этапе составляет 2-3 минуты. Затем остатки щелочной массы и реактивы смываются последовательными холодными и горячими промывками. Процесс можно ускорить путем натирания щетками с грубой щетиной. Вымытые детали пассивируются в 20% HCl при температуре 60-70°C. Процесс пассивации занимает 5 минут. Достаточно выдержки 5-7 минут, пассивированную поверхность промывают под холодным и горячим краном, а затем сушат горячим воздухом.
При подготовке к точечной сварке необходимо снизить сопротивление на сварочном контакте между электродом и изделием. Электрическое сопротивление на контакте заготовки должно быть стабильным. Предельное сопротивление составляет не более 150 мкОм. Важно: плакирующий слой должен быть сохранен.
Как сваривать в домашних условиях?
В домашних условиях можно сваривать даже радиаторы. Только следует использовать специальные флюсы – кадмиевый, висмутовый или цинковый. Только они гарантируют, что поверхность будет достаточно чистой и пригодной для работы с обычными припоями. Иногда флюсы готовятся самим пользователем по экономическим соображениям, вместо того чтобы покупать фирменные продукты. Соблюдение указанных пропорций дает отличные результаты.
После удаления загрязнений алюминий очищается абразивом. Сразу после этого поверхность обезжиривается растворителем. Флюс для пайки деталей готовится в тигле путем расплавления канифоли на газовой горелке. После расплавления добавляют мелкие железные опилки, которых должно быть в 2 раза меньше, чем канифоли. Все перемешивают до получения однородного состава.
Для сварки алюминиевых деталей и конструкций используются покрытые электроды типа ОЗАНА или УАНА. Нет смысла использовать ОЗА-1, ОЗА-2, они устарели.. В среднем на 1 мм сечения электрода требуется 25-30 А постоянного тока. Чтобы успешно сварить своими руками листовой металл средней и большой толщины, его нужно нагреть газовой горелкой. Это, в сочетании с медленным охлаждением, предотвращает риск проникновения металла даже при низком токе.
Алюминиевые электроды характеризуются быстрым плавлением, поэтому необходимо работать как можно быстрее. Очень важно вести сварку непрерывно одним электродом. Прерывание дуги приводит к тому, что кончик электрода и кратер шва покрываются шлаковой коркой, что затрудняет повторное включение дуги. Тонкие алюминиевые листы привариваются к шайбе, которая заменяет теплоотвод. Шлак удаляется сразу после процедуры.
Готовый шов промывается горячей водой. Затем его очищают механически с помощью металлической щетки. Остатки шлака могут вызвать быструю коррозию. При работе в инертной атмосфере следует использовать вольфрамовые электроды и присадочные прутки.