Если заготовки небольшие, их помещают в щелочной раствор, нагретый до 60⁰C, и замачивают на несколько минут. Затем поверхность шлифуется проволочной щеткой.
Как сварить алюминий аргоном – технология
Современный мир трудно представить без алюминия. Этот материал широко используется в различных конструкциях, где необходимо сваривать различные детали. Этот процесс имеет свои особенности. Сварка алюминия аргоном является одним из наиболее эффективных вариантов, поэтому заслуживает особого внимания.
Сварка алюминия сложна из-за специфических свойств этого металла. Чтобы получить качественный шов, необходимо учитывать следующие нюансы:
- Оксидный слой. Он образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и слоя: 650 и 2000 °C соответственно. В результате оксид остается в сварном шве, образуя неоднородный шов. Алюминий можно хорошо сварить только тогда, когда оксид удален и металл больше не контактирует с кислородом.
- Низкая температура плавления и высокая скорость потока. Это приводит к тому, что расплавленный металл быстро вытекает из зоны сварки и пробивает заготовку. Алюминий начинает плавиться при температуре 500-520 °C.
- Повышенная скорость усадки. Ненормальные температурные условия вызывают напряжение в сварном шве, что приводит к образованию трещин в зоне шва и шва и деформации детали.
- Высокая теплопроводность алюминия. При сварке значительно увеличивается потеря тепловой энергии, которая быстро распространяется по всей детали. Это требует большей мощности от сварочного аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к образованию газовых пор в сварном шве из-за неполного газовыделения во время быстрого затвердевания металла.
- Алюминий практически бесцветен во время плавления, что затрудняет визуальный контроль процесса.
Все эти особенности должны быть учтены начинающим сварщиком. Наладка требует особой тщательности.
Способы сварки алюминия
Алюминий можно сваривать несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗАНА-1 и -2, ОК 96.10 и 96.50. Этот способ применяется в неответственных конструкциях и при толщине металла не менее 4 мм. Основными недостатками являются плохая однородность шва, пористость и пониженная прочность.
- Полуавтоматическая или электродуговая сварка. Проволока с присадочным материалом непрерывно подается в зону сварки. Сварка осуществляется с помощью электрической дуги. Оксидный слой разрушается катодным распылением, которое обеспечивается переменным током или постоянным током обратной полярности.
- Аргонная сварка. Наиболее распространенным методом является аргонодуговая сварка. Газ создает инертную среду без кислорода, что исключает образование оксидного слоя. Дуга возникает между вольфрамовым электродом и изделием. В зону сварки вставляется алюминиевая проволока.
Интересное: Ультразвуковые методы контроля сварных швов и соединений
Выбор метода зависит от конкретных требований и условий сварки, а также от наличия необходимого оборудования.
Принципы аргонной сварки
Аргонная сварка сочетает в себе особенности как электродуговой, так и газовой сварки. В случае электродуговой сварки этот технологический процесс сочетает в себе обязательное использование электрической дуги, а в случае газовой – использование газа, а также некоторые технологические приемы для создания неразъемного соединения.
Сплавление кромок соединяемых деталей и присадочного материала, из которого формируется сварной шов, происходит под воздействием высокой температуры, создаваемой горением электрической дуги. Газ (в данном случае аргон) выполняет защитную функцию, которую необходимо обсудить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет определенные особенности, которые заключаются в том, что, находясь в расплавленном состоянии и взаимодействуя с кислородом и другими примесями в окружающем воздухе, такие металлы активно окисляются.
Это отрицательно сказывается на качестве образующихся сварных швов: они получаются некачественными, в их структуре образуются поры – воздушные пузырьки, которые значительно ослабляют соединение. Окружающий воздух оказывает еще более пагубное воздействие на алюминий, расплавленный во время сварочных работ. Кислород, содержащийся в окружающем воздухе, вызывает горение металла.
Оптимальным решением для эффективной защиты зоны соединения при сварке цветных металлов и легированных сталей является использование защитного газа, такого как аргон. Высокая эффективность использования этого газа обусловлена его свойствами.
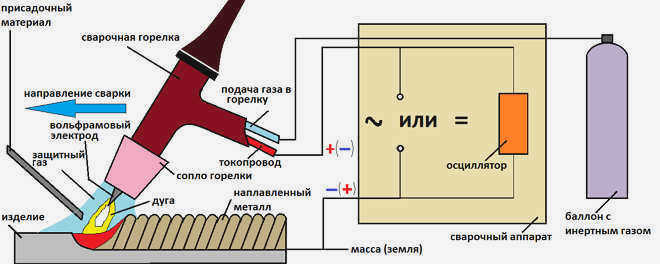
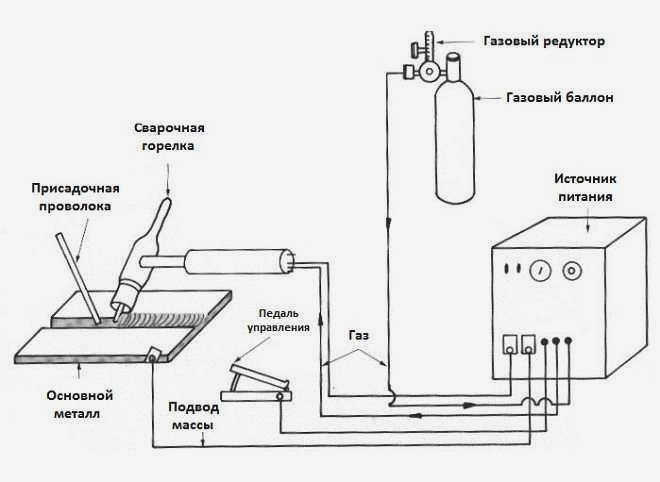
Схема аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он легко вытесняет воздух из рабочей зоны сварки и является надежным защитным газом. Будучи по своей природе инертным, аргон практически не вступает в реакцию с расплавленным металлом, а также с другими газами, присутствующими в зоне сварочной дуги. При сварке аргоном на обратной полярности необходимо учитывать один важный момент: в этом случае электроны легко отделяются от атомов газа, поток которых превращает газовую среду в проводящую плазму.
Особенности аргонной сварки
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей под защитным газом (включая аргон), является горелка. Вольфрамовый электрод вставляется в горелку (в ее центральную часть), его проход должен составлять 2-5 мм. Фиксацию электрода внутри горелки обеспечивает специальный держатель: в него можно вставить вольфрамовый стержень любого необходимого диаметра. Сварочный держатель оснащен керамическим соплом для подачи защитного газа.

Принцип аргоновой сварки
Как уже упоминалось выше, электрическая дуга создает температуру, необходимую для аргоновой сварки. Шов формируется с помощью сварочной проволоки, состав которой должен максимально соответствовать составу свариваемого металла.
Вот основные шаги для этого типа сварки вольфрамовым электродом.
- Поверхности соединяемых деталей тщательно очищаются от грязи, остатков масла и смазки, а также оксидного слоя. Эта очистка является обязательной и может быть выполнена механическим или химическим способом.
- Соединяемые детали должны быть соединены с землей. Это можно сделать непосредственно (если детали большие) или с помощью металлического верстака (если детали маленькие). Электродная проволока, что важно, не включается в сварочный контур, а подается отдельно.
- Сварочный ток устанавливается на сварочном аппарате. Он выбирается в соответствии с характеристиками соединяемых деталей.
- При включении тока горелку и электрод подносят как можно ближе к свариваемым деталям, не касаясь их поверхностей. Оптимальное расстояние между горелкой и поверхностью соединяемых деталей (которое должно сохраняться во время сварки) составляет 2 мм. Нахождение электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл и получить красивый и аккуратный сварной шов.
Необходимое оборудование и материалы
Потребуется сварочный аппарат переменного тока, поскольку сварка алюминия на постоянном токе с использованием аргона невозможна. Лучшим выбором будет инвертор с режимом tig и набором опций, позволяющих
- зажигание дуги без контакта;
- заварка кратера в конце шва;
- регулировка баланса тока;
- установка времени, в течение которого газ аргон будет продолжать подаваться после выключения дуги.
Чтобы уменьшить расход газа при сварке алюминия, используйте горелку с газовой линзой (цанговым держателем) с сеткой внутри. Пропускание аргона через ячейки улучшает защиту сварной точки при меньшем расходе. Для установки линзы доступно несколько диаметров сопла, чем больше размер, тем лучше защита.
Читайте также: Как сварить алюминий инвертором – пошаговая инструкция
Сварка выполняется универсальным вольфрамовым электродом (AC/DC) любого цвета или специализированным электродом AC зеленого цвета. Кончик затачивается, но остается тупое острие. При ударе дуга будет выглядеть как капля. Чтобы предотвратить перегрев вольфрама, электрод помещают в сопло с диапазоном 3-5 мм. В процессе работы он загрязняется алюминиевыми осколками, поэтому конец затачивается.
Алюминий имеет высокую температуру плавления, поэтому электродная проволока должна иметь диаметр, по крайней мере, равный толщине заготовки, чтобы ее можно было перемещать. Проволока может подаваться вручную или полуавтоматически. При работе с чистым алюминием чаще всего используется проволока № 5356, а для сплавов – № 4043 с добавлением кремния.
Для сварки алюминия методом tig требуется чистый аргон с концентрацией от 98% до 99%. Поэтому его следует приобретать у надежного продавца. Регулятор давления и манометры должны быть импортными, так как они обеспечивают более точную настройку расхода, чем отечественные модели.
Регулировка газогенератора аргона
Во-первых, расход газа регулируется в пределах 6-12 л/мин с помощью манометра, расположенного ближе к шлангу. При работе в помещении это значение устанавливается в 1,5 раза меньше, чем на улице. Чрезмерный поток создает турбулентные вихри, которые смешивают газ и воздух, тем самым снижая защиту зоны сварки.
В зависимости от толщины свариваемых деталей настройка тока аргоновой сварки производится в соответствии с таблицей:
Толщина металла, мм
Сила тока, А
Диаметр вольфрамового электрода, мм
Основные ошибки новичков при сварке алюминия
Электроны переходят от минуса к плюсу или наоборот. И когда присадка выбрасывается в воздух, она расплавляется под воздействием температуры сварочной ванны. Она окисляется, и капля попадает в ванну. В результате на сварных швах появляется чернота, и новички не могут понять причину. Это ошибка, которую совершают 80% начинающих сварщиков.
Присадка не имеет заряда, когда она находится в воздухе. Когда она касается заготовки, она получает тот же заряд, что и заготовка. Электроны, летящие от вольфрамового электрода к заготовке, не отскакивают от препятствия (присадки), а пронзают его насквозь. Таким образом, тепло дуги и движение электронов прорезает кусок проволоки, перенося его в ванну и нагревая.
Второй момент заключается в том, что когда присадочный металл касается сварочной ванны, последняя отдает тепло, облегчая и ускоряя захват присадочной проволоки.
Такие мелкие детали необходимо учитывать во время обучения.

Советы для начинающих
Не делайте резких движений рукояткой и не отводите горелку от рабочей зоны, иначе газовая защита исчезнет и в нее попадет воздух. Это приведет к образованию пор и окислов в сварном шве. Сварной шов может разорваться в любой момент.
Если сварной шов имеет округлую или овальную форму, следует ожидать недостаточного проплавления. Поэтому всегда следует наблюдать за сварочной ванной. В идеале она имеет вытянутую форму с небольшим швом.
Электрод направлен вперед, присадочный материал подается по направлению к электроду и должен подаваться равномерно. Если он подается прерывисто, дуга станет нестабильной, а значит, увеличится расход газа и энергии.
Отличные цены
Разумные цены, гибкая система скидок, интересные акции
Удобная оплата
Наличные, кредитные карты, рассрочка, мы работаем с компаниями.
Защита покупателя
Оригинальный товар, возврат, сервисное обслуживание, чек
Доставка по всей Беларуси
Мы доставляем заказы в любую точку Беларуси 6 дней в неделю