Носите лицевые щитки с УФ-защитой, перчатки и одежду из огнестойкого материала.. Также следует соблюдать меры предосторожности при пожаре.
Пошаговая процедура получения безопасного и надежного соединения медных проводов с помощью сварки
Среди различных методов соединения медных проводов метод сварки зарекомендовал себя как наиболее эффективный. Жилы, соединенные сваркой, образуют однородную массу с максимальной проводимостью. Это предотвращает внутренний нагрев, обеспечивает пожарную безопасность и бесперебойную работу электроустановок.
Подготовленные медные кабели можно сваривать с помощью инвертора и электродов.
Свойства меди: текучесть, высокая теплопроводность, способность поглощать газы – требуют опыта и мастерства.
Используемые электроды
Для сварки медной проволокой используются два типа электродов: угольные или графитовые электроды с медным напылением:
- материал электрода имеет температуру разрушения – электродный материал имеет температуру разрушения более 3800 °C, а медь плавится при 1080 °C, что позволяет многократное использование;
- быстрый нагрев материала стержня до температуры конденсации меди;
- Угольный стержень не прилипает к проволоке во время сварки;
- 5-10 А – Достаточный, хотя и низкий, ток для длительного разряда дуги.
Особенности угольных электродов
Электроды изготовлены из черного электротехнического углерода, который спрессован в форму стержня. Концы имеют скошенную форму. Даже при очень низком сварочном токе на кончике электрода наблюдается высокая температура.
Угольный электрод используется в тех случаях, когда сварка графитовым элементом невозможна. Работайте очень осторожно, чтобы не перегреть изоляцию. Угольные электроды обычно используются в сварочном оборудовании малой мощности.
При работе с угольными электродами следует учитывать следующие особенности:

Рекомендуемые сварочные токи для различных проводников
Величина сварочного тока зависит от сечения и количества проволок в жиле: чем толще жила, тем выше должен быть установлен сварочный ток на сварочном аппарате:
- 2 провода, 1,5 мм² каждый – 70 А;
- 3 провода по 1,5 мм² – 80-90 А;
- 2 или 3 провода, 2,5 мм² каждый – 80-100 А;
- 3 – 4 провода, 2,5 мм² каждый – 100-120 А.
Приведенные значения сварочного тока являются приблизительными. Проволока разных производителей имеет разный химический состав и заявленное сечение, а сварочное оборудование также отличается по своим характеристикам. Поэтому лучше выбирать сварочный ток на практически небольшом участке одной и той же проволоки. Оптимальным является режим, при котором дуга стабильна, а наконечник электрода не прилипает к месту сварки.
Современное инверторное оборудование:
- стабильный сварочный разрядчто приводит к хорошей производительности сварки;
- жидкий металл не разбрызгивается во время сварки;
- дуга не ослепляет сварщика благодаря низкой температуре плавления меди;
- сварочные аппараты не тяжелые и имеют небольшие размерыОни не тяжелые и поэтому имеют небольшие размеры, чтобы переносить их на ремне на рабочую площадку.
Использование инвертора
Медные провода, которые очень часто встречаются в домах, соединяются несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный провод, обеспечивающий полную пожарную безопасность.
Для сварки используется постоянный или переменный ток напряжением от 12 до 36 вольт, причем сварочный ток должен быть регулируемым. Большинство сварочных инверторов отвечают этим требованиям.
Для сварки медных проводов имеется специальный аппарат, который используется электриками. Его мощность составляет от 1 до 1,5 кВт, а диапазон сварочного тока – от 30 до 120 А.
По сравнению с обычными инверторами, оборудование легче и меньше, а на концах сварочного кабеля есть специальный держатель для угольных электродов и зажим с большой площадью контакта с проводами.
Если у вас уже есть инверторный сварочный аппарат, вам не нужно покупать специальный аппарат для сварки медной проволоки..
Для удобства сварочные провода привариваются или прикручиваются к электрододержателю и клещам. Роль электрододержателя может выполнять любой крепкий зажим. Его ручки должны быть предварительно изолированы.
Клещи должны быть прикреплены к проводу заземления. Они будут использоваться для захвата скрученных медных проводов, подлежащих сварке, и будут выполнять важную функцию поглощения тепла. Это необходимо для защиты изоляции от воздействия высоких температур.
Контактный метод

Помимо использования инвертора для сварки медных проводов, точечная сварка может быть выполнена всего за 1-2 секунды.
Для бытовой электропроводки в доме можно использовать обычный трансформатор мощностью 500 Вт с вторичной обмоткой 12-36 В. Подключив к вторичной обмотке электрододержатель и медные провода, можно использовать простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что сварочный ток должен быть:
- для 2 проводов сечением 1,5 мм2 – 70 А;
- для 3 проводов сечением 1,5 мм2 – 80 А;
- 3-сечением 2,5 мм2 – 90-100 А;
- 4-х жильный 2,5 мм2 – 100-120 А.
Однако значения тока могут значительно отличаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабелей используют медные провода с различными примесями, что влияет на электро- и теплопроводность, а сечения проводов иногда не соответствуют заявленным свойствам.
Поэтому точечная сварка выполняется только после подбора оптимального сварочного тока на обрезках того же самого свариваемого кабеля.
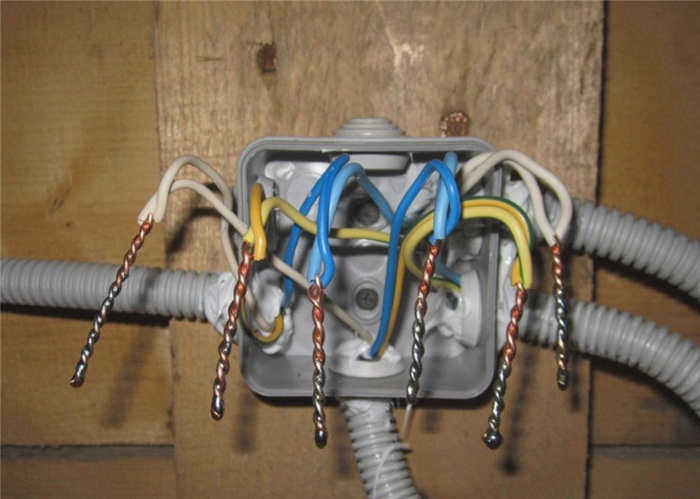
Технология процесса
Концы свариваемых кабелей должны быть очищены от изоляции примерно за 7-8 см до их соединения. Затем их скручивают и обрезают так, чтобы длина скрутки составляла около 5 см. На изоляцию накладывается теплоотвод, который может быть электрическим зажимом типа "крокодил".
Затем провода "заземляются", и кратковременным прикосновением электрода к концу проводника вызывается электрическая дуга, которая расплавляет медные проводники. Время дуги не должно превышать 1-2 секунд, иначе проводник сильно нагреется и изоляция может расплавиться.
В результате сварки на конце скрутки должна образоваться однородная затвердевшая капля металла в форме шара. Остывшее соединение изолируется любым возможным способом. В настоящее время популярны термоусадочные трубки, которые предварительно привариваются к одному из проводов.
Использование инверторного инструмента

Для сварки проводов можно использовать инверторный сварочный аппарат. Преимущество таких аппаратов в том, что они относительно легкие и обладают значительной сварочной мощностью, потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты при подключении к домашней сети переменного тока, не беспокоясь о скачках и перепадах напряжения. Инверторы обеспечивают отличный выходной ток, позволяя поддерживать ровную и мощную дугу.
Значение тока может меняться в зависимости от материала и сечения провода. Поскольку кабели с алюминиевыми жилами в настоящее время не используются для внутренней проводки, параметры сварочного аппарата могут быть выбраны в соответствии с требованиями для сварки медных проводов.
Примерные требования следующие:
- два провода сечением 1,5 мм² можно сваривать при силе тока 70-75 А;
- три многожильных медных провода можно сваривать при токе 80-90 А;
- два или три провода сечением 2,5 мм² можно сваривать при токе 80-100 А;
- три или четыре провода того же размера можно сваривать при токе 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов нерентабельно приобретать их исключительно для сварки кручением. Если использовать некоторые детали, которые можно легко купить или списать со старого оборудования, то изготовление аппарата для сварки кручением своими руками не вызовет особых трудностей.
Технология сварки скрученных медных проводов
Соединение заключается в расплавлении свариваемых проволок электрической дугой при прохождении тока, а зажимное устройство уплотняет структуру дисперсного слоя. Стоит рассмотреть процесс скрутки медных проводов более подробно. Пошаговая инструкция:
- Концы кабеля, подлежащего сращиванию, зачищают, удаляя изоляцию на расстояние до 7 см, чтобы не повредить проводку в процессе.
- Жилы или провода укладываются параллельно и должны быть плотно скручены между собой, тип скрутки не имеет значения, но если осевое соединение будет в направлении проводов друг к другу, то сварить скрутку будет сложнее.
- Длина сращивания должна быть до 5 см, излишки волокна следует отрезать. Провода помещаются между контактами или в самодельный зажим на расстоянии 2-3 см от края.
- Когда провода соприкасаются с электродом, возникает электрическая дуга, которая длится не более 2-3 секунд, в зависимости от толщины проводов.
- Медь расплавляется в зажимном устройстве, и образуется плотное соединение.
- Остывшие провода следует обернуть изоляционной лентой или термоусадочной пленкой.
Рекомендуемые номинальные значения тока
- для соединения проводников сечением 1,5 мм2 :
– скрутка двух проводников – 70 A;
- сечение 2,5 мм2 :
– скрученный трехжильный провод – 90-100 А;
– сечением 4 жилы – от 100 до 120 A;
- Для скрутки с жилой 5 мм максимальный ток составляет 150 А.
Читайте также: Сборка и установка фланцевых соединений на стальных трубах
Перед проведением монтажных работ рекомендуется потренироваться на обрезках кабеля. Плавление меди можно распознать по красной нити на конце кабеля.
Выбор электродов
Дуга зажигается с помощью угольного стержня или графитового электрода с медным покрытием, также известного как "графитовый карандаш". Дуга больше при использовании угольного стержня черного цвета, чем при использовании серого графитового карандаша, а износ электрода незначителен.
Если угольные электроды недоступны, мастера используют графитовые стержни от пальчиковых батареек.
При сварке кабельных соединений необходимо позаботиться о защите от поражения электрическим током и не пренебрегать заземлением. Лучше всего иметь под рукой огнетушитель.