
22257
От того, насколько точно учтена температура пайки полипропиленовых труб, зависит прочность и долговечность различных пластиковых сред. При пайке изделий из полипропилена необходимо учитывать время нагрева материала и время охлаждения сварных швов. Правильное сопоставление и учет температурных и временных параметров процесса технической пайки изделий из полипропилена способствует получению прочного и надежного материала. Если этот процесс не соблюдается, изделие будет иметь разрывы в швах и будет некачественным.
Общая информация 
Температура пайки полипропиленовых трубных изделий напрямую зависит от используемого полимера. На практике используется 4 типа материала:
- PN10, используется для технических изделий при температуре до +40 C;
- PN16 для использования при температуре +60 C;
- PN20 для систем водоснабжения от +80 C до +95 C;
- PN25 для условий работы выше +95 C.
Помимо допустимой температуры, сварка полипропиленовых труб своими руками зависит от давления, которое могут выдержать технические изделия из труб данной марки.
Первый тип используется при прокладке технических изделий, предназначенных для холодного водоснабжения. Трубная продукция с маркировкой PN20 считается универсальной и предназначена для подачи холодной и горячей воды, но учитывая, что эффект от +95 С кратковременный. Если не соблюдать температурный режим, они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб предполагает их нагрев, после чего содержащийся в них пластик размягчается. При соединении двух нагретых продуктов происходит диффузия (проницаемость) между молекулами полипропилена одного технического продукта и молекулами другого. Это приводит к образованию прочных молекулярных связей, делая полученный материал плотным и прочным.
В случае недостаточной обработки при соединении двух материалов будет происходить недостаточная диффузия. В результате сцепление технического продукта будет слабым, что приведет к нарушению герметичности всего материала.
“Осторожно!
Чрезмерный перегрев фитинга и технического трубного изделия во время сварки приведет к деформации деталей. Их геометрия нарушается, и во внутренней части происходит накопление бисера”.
Выходным продуктом является трубопровод с минимальным внутренним отверстием на стыке, диаметр которого не соответствует технологическим стандартам.
При сварке полипропиленовых труб необходимо учитывать не только температуру нагрева, но и время, температуру среды и диаметр технических изделий. Время нагрева материалов труб прямо пропорционально их диаметру.
Внешняя среда имеет большое значение. Минимально допустимая температура при сварке изделий из полипропилена составляет -10 C. Максимально допустимая температура составляет +90 C. Таблица температур для сварки полипропиленовых труб наглядно показывает, что это зависит в основном от времени.
Внешняя среда оказывает большое влияние на качество припоя. Это связано с тем, что между снятием материалов со сварочного аппарата и их непосредственным соединением проходит время. Этот интервал оказывает большое влияние на качество сварного шва. Если наружная температура в цехе низкая, рекомендуется увеличить время нагрева соединяемых деталей на несколько секунд. Внешняя температура пайки 20-миллиметровых полипропиленовых труб должна быть выше 0 °C. Важно не перегреть их. Существует риск того, что полимер проникнет во внутреннее отверстие материала трубы и уменьшит ее внутренний зазор. Это окажет серьезное влияние на пропускную способность будущего участка трубопровода.

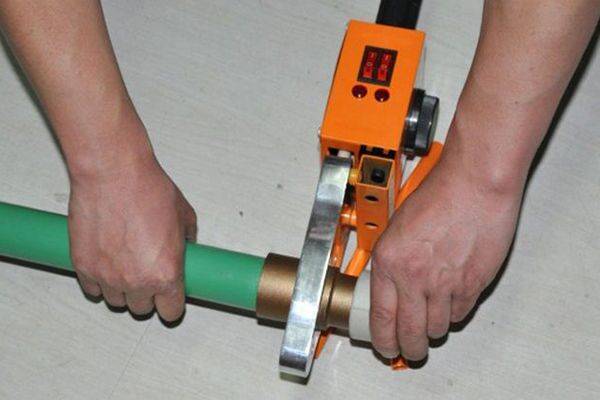
Извлечение трубы из паяльного оборудования
Температурный режим, его особенности
Прежде чем ответить, какая температура необходима для сварки полипропиленовых труб, необходимо определиться со сварочным аппаратом, который будет использоваться. Для пайки материалов на основе полипропилена используется паяльник. Возникает вопрос: на какую температуру должен быть настроен паяльник для пайки полипропиленовых труб? Оптимальное значение составляет 260 C. Допустимо выполнять работы по пайке в диапазоне 255-280 C. Если перегреть паяльник до 271 C и сократить время нагрева, верхний слой изделия будет теплее, чем внутренний. Сварной слой будет слишком тонким.
Температура пайки полипропиленовых труб: основные этапы самосварки + таблица значений
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или водоотведение. Монтаж полипропиленовых труб намного проще, чем монтаж металлических конструкций. Для их соединения используются муфты, которые свариваются с помощью специализированного оборудования – утюга.
В статье описана технология выполнения соединений, приведена нормативная температура для пайки полипропиленовых труб. Мы расскажем вам о подготовительных мероприятиях, которые необходимы для создания крепких и мощных суставов. С помощью наших советов вы без проблем соберете свои трубы.
Пайка как метод соединения труб PPR
В процессе сварки важно все: диаметр, температура пайки изделий PPR, время выдержки сварочного аппарата. Но сначала необходимо ознакомиться с основами технологии и научиться пользоваться инструментами.
Не начинайте процесс пайки, не определив тип и размер материала. Вот некоторая полезная информация, которая поможет вам правильно выбрать полипропиленовые трубы и фитинги и установить их, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технология сварки (или пайки – оба термина одинаково адекватны) обеспечивается свойствами полипропилена, технического полимера с универсальным применением. Он легкоплавкий, но восстанавливает свою прочность и герметичность при охлаждении и отверждении.
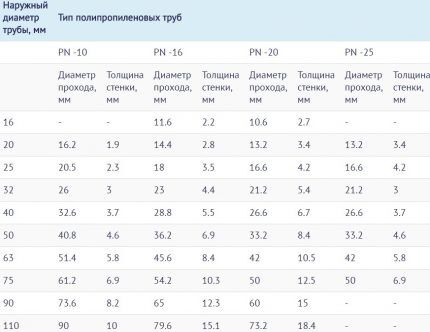
Трубы различаются по диаметру, толщине стенок, цвету и свойствам. Благодаря диапазону диаметров – 16-110 мм – возможно любое техническое решение.

Цвет полимера можно не учитывать, так как он выбирается производителем по своему усмотрению, но цвет полос имеет значение:
- синий – для подачи холодной воды;
- красный – для горячей воды и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Материал полипропиленовых труб маркируется комбинацией букв PPR, PP-H, PP-B, PPRC.
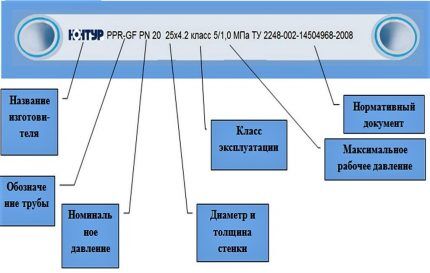
Классификация по номинальному давлению, т.е. максимально допустимому давлению для установки при определенных условиях, помогает при выборе изделий для бытовых или промышленных установок.
Исходя из этого, различают 4 типа труб PPR:
- PN-10 (номинальное давление 1,0 МПа) – предназначен для транспортировки холодной воды. Иногда используется для напольного отопления при условии, что теплоноситель не превышает +45°C.
- PN-16 (номинальное давление 1,6 МПа) – используется для систем горячего/холодного водоснабжения. Максимально допустимая температура составляет +60 °C.
- PN-20 (номинальная мощность 2,0 МПа) – предназначен для работы при температуре до +80-90°C в трубопроводах, защищенных от гидроударов.
- PN-25 (номинальное давление 2,5 МПа) – подходит не только для автономного, но и для центрального водоснабжения. Рекомендуемая максимальная температура +95 °C, но они могут выдерживать и более высокие температуры.
Лучше переплатить и купить надежные трубы с чуть более высокой стоимостью, чем сэкономить и взять материал, ограниченный по температурным параметрам.
При изготовлении труб действует следующее правило: чем выше температура и давление теплоносителя в системе, тем толще стенки.
Это минимальные знания, которые необходимы для правильного применения труб PPR. Перейдем к краткому описанию этого процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – пайка встык и пайка в раструб. Первый практически не используется в бытовых установках, так как отличается сложной технологией и применяется только для соединения магистральных труб большого диаметра.

Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются в раструб.
Главная особенность заключается в том, что в холодном состоянии раструб должен быть немного меньше в диаметре.

При нагревании образуется зона плавления полимера. Важно, чтобы эта зона охватывала только прилегающие рабочие поверхности.
В этом случае важно быстро снять детали с инструмента и соединить их вместе, чтобы при последующей полимеризации можно было соединить обе детали. Надежность соединения зависит от времени нагрева и правильной температуры.
Стандартные параметры температуры
Как перегрев, так и недогрев оказывают негативное влияние на результат сварки. В первом случае это приведет к деформации компонентов, разбуханию вала и уменьшению внутреннего диаметра. В неровных сварных швах могут образовываться накипь и засоры.
Во втором случае соединение будет слабым и возникнет риск протечек из-за недостаточной герметизации.

Именно из-за риска разрыва трубы, технологии и параметры сварки, такие как
- Диаметр свариваемых изделий;
- Время нагрева и охлаждения;
- температура оборудования;
- температура окружающей среды.
Не рекомендуется сваривать полипропиленовые трубы при температуре ниже -10°C, верхний предел – +90°C. Наиболее благоприятной является температура окружающей среды от 0°C до +25°C. Для удобства необходимые значения температуры и времени сведены в одну таблицу.
Если температура окружающей среды в помещении или на улице ниже +5 °C, время нагрева увеличивается примерно на 50%, т.е. удваивается. Значение температуры нагрева везде одинаково – +260 °C. Допустимый диапазон составляет +255-280 °C.
Интересно, что выбор параметра не зависит от диаметра трубы – одни и те же значения используются как для 16-мм, так и для 50-мм труб. Отличаются только временные интервалы. Поэтому температура сварки полипропиленовых фитингов и труб обычно не приводится в технологических таблицах.
Подробная инструкция по сборке
Процесс пайки происходит быстро. В этом можно убедиться, изучив данные, приведенные в таблице. Например, чтобы соединить две детали диаметром 20 мм при комнатной температуре, требуется 5 секунд для нагрева, еще 4 секунды для соединения, а затем 180 секунд для остывания. В общей сложности 3 минуты 9 секунд.
Поэтому важно отработать все движения, чтобы не было заминок в процессе соединения уже нагретых деталей. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб отдельно.
Шаг №1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное исключительно для сварки полипропиленовых деталей – труб, уголков, фитингов, тройников, заглушек.
Покупка нового инструмента имеет смысл, если вы планируете устанавливать сантехнику с нуля с последующим обслуживанием. Аппарат для сварки труб можно взять напрокат для разовых строительных работ или одолжить у знакомых. Помимо специальных инструментов, вам понадобятся уровень, маркер, линейка или рулетка.
Шаг №2 – Разметка и резка труб
Трубы должны быть предварительно обрезаны перед первым этапом пайки. Рекомендуется подготовить все элементы и собрать их вместе в соответствии с планом. Это часть проекта по монтажу системы отопления или системы водоснабжения.

Отмерьте отрезки труб нужной длины, аккуратно отрежьте их труборезом. Затем выберите подходящую арматуру для диаметра трубы – обычно это фитинги, тройники и колена. Если элементы армированы, то слой алюминия необходимо удалить.
Поэтому кромки свариваемых элементов должны быть идеально ровными, обрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Шаг №3 – Соединение и нагрев
Установите станок, гнезда и штифты соответствующего диаметра. Включите его и нагрейте, ведь мы уже знаем оптимальную температуру для пайки полипропиленовых труб – +260°C. Это то, что указано в руководствах к паяльникам.
Обратите внимание, что некоторые производители выпускают машины со шкалой до +320 °C. Однако это не означает, что вы должны нагреваться до максимума. Внимательно прочитайте инструкцию – в ней указаны условия, при которых допустимы высокие значения нагрева.
Сделайте отметки на концах соединяемых деталей, чтобы указать глубину нагрева. Еще раз убедитесь, что рабочие поверхности сухие и обезжиренные, так как влага или скользкие поверхности могут привести к протечке соединения.

Когда детали будут установлены на место, отсчитайте количество секунд в соответствии со значениями, указанными в таблице. По истечении отведенного времени снимите детали и быстро вставьте трубу в фитинг – до той же отметки. Попробуйте выровнять детали, на исправление положения есть всего несколько секунд. Не допускайте наклона или вращения компонентов!
Удерживайте сборку в правильном положении до момента полимеризации. Обычно это составляет 3 минуты или более – проверьте время охлаждения в таблице. После охлаждения и правильной сварки детали образуют неразрывное, плотное и прочное соединение.
Основные компоненты должны быть последовательно сварены вместе, чтобы их можно было собрать и приварить на место для отопительного контура, канализационной или водопроводной системы.
Уроки и полезные видеоматериалы по теме
Видео №1. Технология пайки труб PPR:
Видео #2. краткое описание наиболее распространенных ошибок:
В интернете можно найти множество мастер-классов по пайке труб PPR. Некоторые из них выполняются неквалифицированными любителями, поэтому советы по технике сварки и выбору температуры могут не соответствовать действительности.
Производитель лучше других знает возможности сварочного аппарата, поэтому обязательно прочитайте инструкцию перед началом пайки – она защитит вас от технических неисправностей и непрофессиональных советов..
Расскажите нам о собственном опыте монтажа полипропиленовых труб и пайки соединений. Поделитесь технологическими тонкостями, которые могут быть полезны вашим посетителям. Пожалуйста, не стесняйтесь оставлять комментарии в поле ниже, задавать вопросы и размещать фотографии, относящиеся к теме статьи.
Температура полипропилена во время пайки
Пайка
Соблюдение технологии монтажа пластиковых труб гарантирует надежность установленной системы. Качественное соединение может быть достигнуто только при достижении необходимой температуры пайки полипропиленовых труб.
Виды полипропилена и их свойства
Полипропилен (ПП) производится путем полимеризации сырья в присутствии катализаторов.
Для производства продукции используются четыре типа материалов:
- PP-H (гомополимер полипропилена). Благодаря устойчивости к внутреннему давлению широко используется в промышленности.
- PP-B (mPP) – это смесь полипропилена и полиэтилена, материал с температурой плавления около +110 °C и низким модулем упругости. Широко используется в производстве бытовой продукции.
- PP-R (PPCP) представляет собой смесь пропилена и этилена. Он обладает высокой ударной прочностью и может выдерживать давление при высоких температурах. Он используется в системах холодного и горячего водоснабжения, бытовых и промышленных системах отопления.
- PP-RCT – термостабилизированный сополимер, устойчивый к высоким температурам и более прочный, чем аналогичные продукты. Это позволяет снизить вес изделия за счет уменьшения толщины стенок.
Технологическое описание процесса пайки
Пластиковые трубы диаметром от 16 до 40 мм используются в повседневной жизни. Диапазон от 50 до 110 мм используется для промышленного применения.
Продукция выпускается в нескольких вариантах, которые отличаются обозначениями:
- PN-10 – для установок с давлением не более 10 бар и температурой среды не более +45 °C;
- PN-16 – предназначен для работы при давлении в установках ГВС не более 16 бар и температуре нагрева не более +65 °C;
- PN-20 – предназначен для использования при давлении 20 бар и температуре +80 °C (что является предельным значением для полиэтиленовых труб) в установках ГВС и ХВС;
- PN-25 – используется для отопительных установок, выдерживает давление 25 бар при температуре +95 °C.
Подготовка инструментов и материалов
Перед началом монтажа необходимо подготовить материалы (трубы, фитинги, муфты, тройники, отсечные клапаны) и сварочный аппарат. Для разовых работ лучше арендовать паяльную станцию. Вам также понадобится измерительная лента, спиртовой уровень и маркер любого цвета.
Маркировка, резка, зачистка
На этом этапе производятся замеры вдоль трассы укладки, определяется количество фитингов и производится разметка работ. Затем необходимая длина трубы отрезается перпендикулярно продольной оси с помощью фрезы без заусенцев. На концах деталей делается фаска.
Свариваемые детали моют, протирают и обезжиривают этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Во избежание ошибок при сборке и для ускорения процесса сборки рекомендуется сопоставить все детали и пронумеровать их перед разборкой.
Пайка
Эту деталь должен паять помощник.
Подготовленные детали плотно надвигаются на сварочные рукава, температура которых должна быть указана в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые детали извлекаются из рукавов и вставляются друг в друга равномерным, толкающим движением. Они удерживаются в этом положении в течение времени, указанного в колонках “Пайка” и “Охлаждение” таблицы (см. ниже).
Через несколько секунд, в течение которых пластик остывает, конструкция готова к использованию. На стыке должна быть равномерная шероховатость.
Типы фурнитуры
Разнообразие фитингов обеспечивает быстрый и надежный монтаж в любых условиях внутри и снаружи помещений.
Доступны следующие типы
- Угловые фитинги, с резьбой или без резьбы, поворот системы под углами 45°, 90° и 135°;
- 2-ходовые, 3-ходовые и 4-ходовые адаптеры (стандартные или с внутренней/внешней резьбой);
- Байпасы – используются для обхода уже проложенных труб;
- Компенсаторы петель – предназначены для выравнивания давления в установке, уменьшения ударных нагрузок на стенки труб и стыки;
- Запорная арматура в виде кранов и клапанов – используется для регулирования потока в трубопроводе;
- заглушки – используются для ремонта и постоянного уплотнения ответвлений трубопровода;
- соединители – позволяют закрепить трубы в основании.
Стандартные параметры температуры
Пайка полипропиленовых труб осуществляется при температуре +260°C. Однако при подготовке оборудования к пайке необходимо учитывать дополнительные факторы, такие как температура и влажность. В документации указаны условия, при которых можно паять пластиковые трубы.
Например, работа может проводиться при температуре окружающей среды -10…+90°C (оптимальные значения – 0…+25°C). В условиях мороза необходимо увеличить время пайки и нагрева на 1-2 секунды.
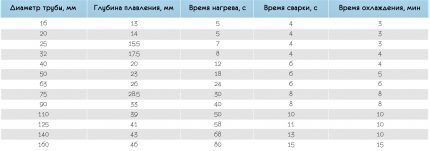
Таблица для пайки полипропилена с указанием времени и длины нагрева
Пайка пластиковых труб не является сложным процессом, но требует навыков и использования вспомогательных средств, если работа большая.
К паяльнику прилагается инструкция, в которой подробно описано, при какой температуре следует паять пластиковые трубы (см. таблицу). Время нагрева и выдержки должно строго соблюдаться во избежание неисправностей.
| Диаметр, мм | Отопление, сек. | Пайка, сек. | Охлаждение, сек. | Глубина, мм |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 16 |
| 32 | 8 | 4 | 4 | 20 |
| 40 | 12 | 6 | 4 | 21 |
| 50 | 18 | 6 | 5 | 22,5 |
| 63 | 24 | 6 | 6 | 24 |
| 75 | 30 | 8 | 8 | 28,5 |
| 90 | 40 | 8 | 10 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Таблица пайки полипропиленовых труб может содержать пояснительную информацию. Несоблюдение инструкций может привести к недостаточному нагреву и снижению прочности образовавшегося соединения.
Несоблюдение режимов нагрева, пайки, охлаждения, недостаточный учет толщины стенки способствуют образованию внутренних дефектов в сварном слое, которые со временем разрушают его. Соблюдение рекомендаций производителя гарантирует бесперебойную работу системы сварных полипропиленовых труб в течение десятилетий.
При какой температуре паять полипропиленовые трубы
Температура пайки полипропиленовых труб зависит от того, насколько точно выбрана температура пайки для монтажа полипропиленовых труб. Кроме того, необходимо учитывать, как долго нагревается материал и сколько времени требуется для его охлаждения. Материал содержит таблицу, позволяющую понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный выбор параметров будет способствовать надежности соединений. Если эти требования не соблюдаются, их прочность будет значительно ниже, а сама коммуникация будет менее долговечной.
Виды и свойства полипропилена
Для изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для использования в определенном температурном диапазоне. Это могут быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены только для трубопроводов холодного водоснабжения.
- PN16. Используется для сетей с температурой до +60 °C.
- PN20. Универсальный тип подходит как для систем холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но при условии, что это максимальное значение достигается только в течение короткого периода времени.
- PN25. Его можно использовать для длительного воздействия температур выше +95 °C.
Если не соблюдать вышеуказанные требования и температуру пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также важно давление, для которого предназначены полипропиленовые трубы данной марки. По этой причине при укладке носителей недопустимо выбирать “все самое дешевое”. Результаты такого подхода могут быть катастрофическими – от протечек до прорыва труб.
Диаметры полипропиленовых труб
Диаметр трубы Диаметр полипропиленовых труб определяется текущими требованиями и гидравлическими расчетами. На рынке представлен целый ряд размеров труб для удовлетворения любых потребностей. Для бытового использования обычно достаточно изделий диаметром до 40 мм. Более крупные редко используются энтузиастами DIY – они предназначены для питания от сети.
Цветные полипропиленовые трубы
Разница в цвете полипропиленовой трубы ничего не говорит об их технических свойствах. Но наличие цветных полос дает полезную информацию, которая помогает не перепутать разные марки изделий при монтаже: синяя полоса указывает на то, что труба предназначена только для холодной воды, красная – подходит и для горячей. Очевидно, что буквенно-цифровая маркировка является лучшим руководством, поскольку она более информативна.
Пайка полипропиленовых труб
При пайке концы полипропиленовых труб нагреваются, что размягчает содержащийся в них полимер. Когда компоненты соединяются таким образом, происходит процесс, называемый диффузией. Молекулы проникают друг в друга, что приводит к спонтанному выравниванию их концентраций и образованию постоянной молекулярной связи. Таким образом, соединение получается достаточно прочным и герметичным. Однако если температурный контроль не соблюдается, диффузия происходит неравномерно или контролируется неудовлетворительно, поэтому качество такого соединения низкое.
Внимание! Лучше паять в течение определенного времени, иначе перегрев будет так же вреден, как и недогрев. Детали деформируются, их геометрия нарушается, а на внутренней поверхности суставов образуются шишки. Последнее приводит к уменьшению диаметра трубы в месте соединения, что оказывает серьезное влияние на будущее давление воды.
Неправильная пайка полипропиленовых труб
Время нанесения паяльника на концы полипропиленовых труб напрямую зависит от диаметра трубы. Необходимо также учитывать условия окружающей среды. Работы можно проводить только при температуре не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс пайки может быть довольно сильным. Дело в том, что между извлечением паяльника и соединением труб вместе проходит определенное время, в течение которого они начинают остывать. Чем ниже температура, тем быстрее это происходит и тем хуже становится качество сварного шва. Чтобы исправить это, рекомендуется немного увеличить время нагрева. Если диаметр труб составляет 20 мм и более, пайка должна производиться при температуре окружающей среды строго выше 0 °C.
При какой температуре происходит пайка полипропиленовых труб
В таблице ниже наглядно показана зависимость времени нагрева и охлаждения от диаметра трубы.
Оптимальная температура паяльника для соединения полипропиленовых труб составляет 260 °C. Допустимо увеличить этот показатель до 280 °C, но следует учитывать, что в этом случае внешний полимерный слой нагреется сильнее, чем внутренний, и качество соединения будет несколько хуже.
Трубы, армированные стекловолокном, паяются при тех же значениях. Перед началом работ их следует обработать бритвой для удаления наружного армирующего слоя.
Определив, сколько паять полипропиленовые трубы, стоит обратить внимание на следующее особенности работы:
- Недопустимо нарушать последовательность работ, когда подрядчик не успевает выполнить последнее соединение, поскольку паяльник нельзя поместить между трубами. Это приводит к деформации и статическим напряжениям.
- Отдельные части нельзя нагревать одну за другой. Их температура во время соединения должна быть одинаковой, иначе процесс диффузии будет проходить неравномерно.
- Между местом пайки и паяльником не должно быть большого расстояния, чтобы избежать потери тепла. Оптимальное расстояние составляет до 1,4 м.
Качество работы обеспечивается соблюдением указанных температурных требований и использованием высококачественного паяльника. Готовые соединения будут долговечными, а проблемы во время эксплуатации будут сведены к минимуму.