Классификация определяет этот металл как жаропрочный, износостойкий и коррозионностойкий. Он может быть легирован медью и другими элементами. В зависимости от типа чугуна его температура плавления составляет 1147-1538 ⁰C. При сварке чаще всего приходится иметь дело со сплавами, которые плавятся при температуре 1500 ⁰C.

Как правильно сваривать чугун с использованием различных видов сварки
Чугун – это сплав железа и углерода с содержанием углерода более 2%. Из-за низкой температуры плавления по сравнению со сталью (1200-1250 °C) он быстро переходит из расплавленного состояния в твердое. В результате интенсивного выделения газов из сварочной ванны в шве образуются поры, которые переходят в фазу кристаллизации. Для того чтобы определить, как правильно сваривать чугун, необходимо учитывать следующие характеристики:
- ускоренное охлаждение приводит к образованию обесцвеченного слоя (цементита) в зоне вокруг сварного шва и создает трудности при дальнейшей обработке;
- высокая степень неравномерного нагрева или охлаждения приводит к образованию трещин в процессе сварки;
- высокая степень завихрения жидкости вызывает подформовку;
- высокое содержание жидкого газа вызывает пористость в сварных швах.
Как сваривать чугун
Чугунные детали соединяют газовой сваркой, термитной сваркой, литьем, электрошлаковой сваркой, дуговой сваркой и пайкой. Сварочные работы выполняются без нагрева (холодная сварка металла), с местным или общим нагревом изделия.
Горячая сварка

Процедура сварки включает в себя механическую обработку, придание формы свариваемым деталям, предварительный подогрев, собственно сварку и медленное послесварочное охлаждение.
Подготовка поврежденного участка к сварке включает в себя тщательную очистку участка и обрезку свариваемых кромок.
Удаление сквозных трещин или дефектов сварки на кромках деталей производится с помощью графитовых форм, которые предотвращают вытекание расплавленного металла из сварочной ванны. Формы изготавливаются из графитовых пластин, которые скрепляются составом, состоящим из кварцевого песка, смешанного с жидким стеклом.
Дуговая сварка железным электродом осуществляется с помощью литых стержней диаметром 8 – 12 мм, которые покрыты специальным графитовым покрытием. В состав покрытия входят ферросилиций, термит, графит, мрамор, алюминий (пудра), жидкое стекло и титановая руда. Отливки и чугунные детали нагревают до 300 – 700 оС. Сварочные работы выполняются чугунными электродами или порошковой проволокой с добавлением керамического прутка. Предварительный подогрев осуществляется в специальных печах, чтобы после завершения сварки охлаждение всего изделия было равномерным и не образовывались трещины.
Горячая сварка чугуна осуществляется при высоком сварочном токе без перерыва до полного устранения дефекта. Например, для сварки электродом диаметром 8 мм требуется ток 600 А, а для сварки электродом диаметром 12 мм – ток 1000 А. Работы выполняются постоянным током обратной полярности.
Дуговая сварка чугуна угольным электродом осуществляется с помощью угольных или графитовых стержней. В качестве приадочного материала используют железные стержни, а для раскисления и защиты ванны применяют флюс, состоящий из безводной буры, измельченной в порошок и прокаленной при температуре 400 оС. Можно использовать смесь, состоящую из 23% буры, 50% нитрата натрия и 27% соды. Сварка угольными электродами диаметром 8 – 20 мм производится при постоянном токе 280 – 600 А с использованием инверторов ПСМ – 1000, выпрямителей БАМ – 1601, трансформаторов ТДФ – 1601.
Выбор присадок для аргонной сварки чугуна
Присадка для аргонной сварки имеет первостепенное значение. Наиболее распространенным присадочным материалом являются чугунные стержни. Самый простой способ – использовать чугунные электроды без внешнего покрытия.

Аргонодуговая сварка (TIG) чугуна осуществляется с использованием присадочных материалов со следующими обозначениями:
- "А" – для горячей сварки.
- "B" – для горячей сварки с местным подогревом.
- "ГФ-1" – для полугорячей сварки тонкостенных чугунных деталей.
- "ВЧ-2" – для полугорячей сварки толстостенных чугунных деталей.
- "BC" или "HC" – для соединений с повышенными характеристиками износа.
Толщина заготовки влияет на диаметр сварочной проволоки. Диаметр присадки составляет примерно половину толщины чугуна.
Другой вариант – использование никелевых присадок для сварочных работ. В таблице приведены основные типы стержней для аргонной сварки чугуна.
Обозначение, тип покрытия, описание
Классификация
Химический состав осаждаемого металла
Химический состав осаждаемого металла
OK Tigrod 19. 82 Никелевый, коррозионностойкий, высокотемпературный пруток. Подходит для сварки и наплавки никелевых сплавов, различных металлов и соединения высоколегированных, коррозионностойких и жаропрочных сталей. Образует пластичный сварной шов при низких температурах. В машиностроении и химической промышленности с помощью этого прутка изготавливают контейнеры, трубопроводы и т.д. Этот пруток обычно сваривается в чистом Ar. Ток = (-)
ER NiCr Mo – 3/ AWS A5.14
C 67,0
Предел текучести 425 МПа Прочность 700 МПа Удлинение 44 % КСВ +20 °C 150 Дж – 196 °C 145 Дж
OK Tigrod 19. 92 Пруток на никелевой основе с добавлением титана. Подходит для соединения изделий из никеля (мин. 99,6%) в агрессивных средах. Обычно сваривается в чистом Ar или смесях Ar-He. Ток = (-)
Процессы аргонной сварки чугуна
Соединение чугунных деталей с помощью аргона производится так же, как и сварка других металлов. Технология совершенно аналогична. Сварочный аппарат рассчитан на подачу тока силой 40-80 ампер. Такой диапазон мощности позволяет соединять детали различной толщины. Экспериментальным путем можно определить, какая именно мощность подходит для каждой детали. Самое главное – во время аргоновой сварки не должно быть слышно хруста, свидетельствующего о растрескивании шва.

Фактический сварной шов можно выполнять в двух направлениях: перемещая горелку перед присадочным прутком или за ним. Качество сварного шва не зависит от направления. При соединении двух толстых деталей необходимо предварительно сделать Х-образный край, а сам шов заварить с обеих сторон.
При сварке аргоном следует обратить внимание на несколько моментов:
- Сварочную проволоку можно опускать в сварочную ванну только после ее нагрева.
- Присадочный пруток нельзя выводить из зоны сварки до завершения процесса сварки. Однако присадочный пруток может помешать формированию сварного шва, когда ванна уже заполнена расплавленным металлом. Ведь в это время материал должен быть распределен. Однако это занимает лишь долю секунды, пока стержень не остынет.
- Работу с неплавящимся электродом в аргоне нельзя прерывать. Если процесс прерван, необходимо начать новый шов на краю ранее выполненного и уже затвердевшего шва.
- Сварка чугуна аргоном происходит довольно быстро, и пламя горелки должно все время находиться в движении. Если вы останетесь на одном месте дольше, чугун сильно нагреется, и углерод в этой области испарится. В результате металл будет становиться все тверже и тверже, снижая его свариваемость.
- Лучше всего работать с аргоном в нижнем положении. Такое положение не позволит расплавленному металлу под собственным весом и давлением аргона вытекать из сварочной ванны.
Чем и как сваривать чугун методом TIG

Сварка чугуна неплавящимся электродом в среде инертного газа (процесс TIG) может выполняться холодным или горячим способом. В первом случае сварщик сразу приступает к сварке, а во втором – изделие предварительно нагревается до 600 ⁰C. Это обеспечивает равномерное распределение тепла, уменьшает деформацию и позволяет нормально кристаллизовать металл, делая молекулярную сеть прочной. Следовательно, холодная сварка чугуна подходит для малоответственных деталей, которые не подвергаются большой нагрузке, в то время как для ответственных деталей предварительный подогрев обязателен.
В любом случае после сварки чугун должен медленно остывать. Это позволит избежать растрескивания и деформации. Для этого изделие оставляют в печи, покрывая золой. Большие заготовки в зоне сварки засыпают песком, который задерживает выделение тепла, продлевая период охлаждения.
Необходимое оборудование и инструменты
Для сварки чугуна требуется инвертор DC TIG. Возможность перехода на переменный ток здесь не нужна, что экономит средства. Работы выполняются с помощью аргоновой горелки. Дуга горит между неплавящимся вольфрамовым электродом и заготовкой, к которой подсоединено заземление. Сварочная дуга защищена инертным газом, подаваемым из сопла горелки. Поэтому вам понадобится баллон с аргоном, регулятор давления с манометрами и газовый шланг для подключения аппарата. Сварка чугуна только путем сплавления кромок основного металла – плохая идея. Поэтому необходима электродная проволока.
Для сварки чугуна вам понадобятся инструменты:
- ручная шлифовальная машина с зачистным кругом для обрезки кромок, подготовки швов;
- транспортир для точного выравнивания двух сторон плоскости;
- зажимы для предотвращения смещения деталей, когда они еще не соединены вместе;
- металлическая щетка для шлифовки шва и проверки его на наличие дефектов после сварки;
- рулетка для точного выравнивания диагоналей больших деталей;
- треугольный напильник – для локального "долбления" сварного шва для удаления пор, дефектов и повторной сварки при необходимости
- молоток для легкого выправления сваренных деталей, если они были сварены немного криво.
Преимущества и недостатки ручной сварки железа
Каждый процесс имеет свои преимущества и недостатки. В итоге преимущества перевешивают технологию.
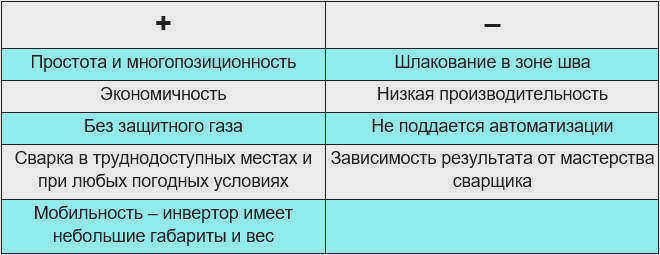
Как видите, плюсов больше, именно поэтому ручная инверторная сварка пользуется популярностью у домашних мастеров, в небольших самостоятельных мастерских. Заглянув на сайт mrmetall.ru можно узнать еще больше о сварке чугуна.
Меры предосторожности
Перед тем как варить чугун с помощью электросварки в домашних условиях, необходимо соблюдать меры предосторожности:
- рядом с рабочей зоной должен находиться огнетушитель;
- оборудование должно быть в хорошем состоянии;
- защитите руки сварочными перчатками;
- сварка должна проводиться в маске или защитном щитке;
- надевайте защитный костюм;
- Убедитесь, что рабочая зона достаточно освещена и в ней достаточно свежего воздуха;
- Для начинающего сварщика лучше пригласить помощника на случай непредвиденных обстоятельств.
К безопасности труда нужно относиться серьезно, чтобы не травмировать себя и окружающих.
Сваркой можно успешно заниматься в домашних условиях. Выберите подходящие электроды, правильно настройте инвертор и следуйте процедуре. Перед обработкой детали желательно потренироваться в сварке на аналогичном материале.