Соединение толстых заготовок от 6 до 10 мм происходит гораздо хуже из-за отсутствия должной глубины проплавления. С "минусом" на рукоятке легче сделать хороший сварной шов на нержавеющей стали, алюминии, высокоуглеродистой стали или чугуне. Если металл шва необходимо наплавить для последующей расточки, отделение капель происходит гораздо быстрее при обратной полярности.

Прямая и обратная полярность при сварке
В литературе по сварочным процедурам и руководствах по эксплуатации сварочного оборудования часто используются выражения "прямая и обратная полярность". Процесс сварки, качество шва, износ электрода и глубина проплавления зависят от выбора полярности. Новичкам важно знать, что означает прямая и обратная полярность, чтобы выбрать правильный режим сварки для определенных ситуаций.
- Дуговая сварка – режимы полярности
- Различия между режимами сварки
- Влияние полярности на сварку
- Полуавтоматическая сварка
- Инверторная сварка
- Держатель электродов
- Сварочные электроды
- Выбор и эксплуатация инвертора
Дуговая сварка – режимы полярности
Электрическая дуга, используемая для сварки, требует наличия источника тока и замыкания полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только при использовании источников постоянного тока, поскольку трансформаторы, вырабатывающие переменный ток, меняют направление электронов до 100 раз в секунду.
Поэтому и заряд меняется с положительного на отрицательный много раз за несколько секунд. При такой "скачке" с хаотичным движением не может быть постоянной полярности. В постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянно, что придает определенные свойства:
Сварочный аппарат постоянного тока имеет два гнезда для подключения патрона и кабеля заземления. Электрод помещается в держатель, и сварщик манипулирует им для выполнения сварного шва. Кабель заземления подключается к изделию с помощью зажима "крокодил".
Если держатель установлен в гнездо "-", а кабель заземления подключен к "+", полярность проста. Полярность будет обратной, если рукоятка подключена к '+', а заземляющий кабель – к '-'.

Почему при сварке полярность должна быть обратной
При сварке постоянным током на конце электрода образуется так называемая термическая точка. Полярность подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели тепловой точки, которые, в свою очередь, определяют весь рабочий режим.
Например, если электрод подключен к плюсу, то на конце появляется так называемое анодное пятно, температурный уровень которого составляет 3900 градусов Цельсия. Если держатель подключен к минусу, то на конце появляется катодная точка с температурой 3200 градусов Цельсия.
У некоторых пользователей сразу возникает вполне естественный вопрос – зачем вообще менять полярность во время работы? Ответ на этот вопрос заключается в том, что при разном подключении электрододержателя (плюс или минус) кончик используемого электрода имеет разную температуру нагрева, что влияет как на качество, так и на производительность сварочных работ. В целом, такое изменение позволяет
- когда патрон подключен к минусовой стороне, металлическая деталь или заготовка нагревается сильнее, поэтому граница шва получается более глубокой;
- когда патрон подключен к плюсовой стороне, более точно соединять металлические детали с небольшой толщиной.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистых и легированных сталей. Проще говоря, он используется, когда необходимо сварить металлы с высоким уровнем чувствительности к сильному перегреву.
Температуры анодного и катодного пятен различны. Следовательно, величина износа электродов напрямую зависит от выбранного режима. Например, при использовании инверторного сварочного аппарата с обратной полярностью расход израсходованных электродов будет высоким.
Особенности сварки на прямой полярности
Если электрододержатель подключить к отрицательному полюсу, а свариваемое изделие – к положительному, то скорость проплавления резко возрастает и происходит значительное разбрызгивание свариваемого металла. Стоит отметить, что недостатком этого режима является то, что при нем образуется не очень стабильная дуга. Кроме того, при этом уменьшается глубина проплавления. Однако в массу металлической заготовки вводится небольшое количество углевода.

Подключение патрона к минусу позволяет более качественно нагревать металлическую заготовку. Кроме того, в этом режиме стержень у электрода нагревается значительно меньше. Это позволяет сварщику использовать более высокие токи при сварке конструкций.
Режим прямой полярности оказывает непосредственное влияние на состав материалов внутри шва между соединяемыми металлическими изделиями. Как правило, при использовании этого режима в сварном шве практически отсутствует углерод. Однако в этом случае наблюдается повышенная концентрация марганца и кремния в составе металла в зоне сварного шва.
Полярность при инверторной сварке
При проведении сварочных работ особое внимание уделяется соединению соединяемых деталей. Этот фактор во многом зависит от правильной настройки сварочного аппарата. При работе со сварочными полуавтоматами необходимо регулировать не только силу тока, но и полярность в случае инверторной сварки. Настройки по умолчанию не полностью удовлетворяют потребности, особенно когда речь идет о редких материалах или высоколегированных сталях. Тем не менее, любой инвертор можно настроить на соответствующий режим и получить высококачественный сварной шов.
Само понятие полярности, применительно к сварочному оборудованию, подразумевает конкретный вариант подключения, связанный с происходящими процессами и необходимостью конкретного применения. Чтобы изменить полярность, просто поменяйте местами соединительные клеммы. Ток изменит направление, физические процессы будут протекать по-разному, и процесс сварки в каждом случае будет отличаться.

Существует два типа полярности, настраиваемых перед выполнением задачи:
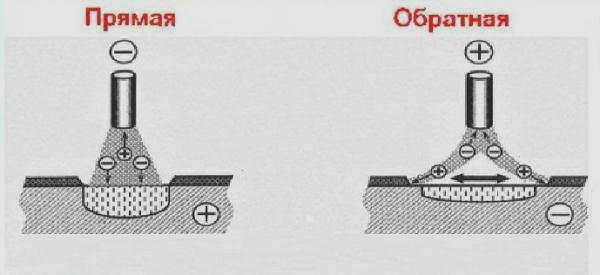
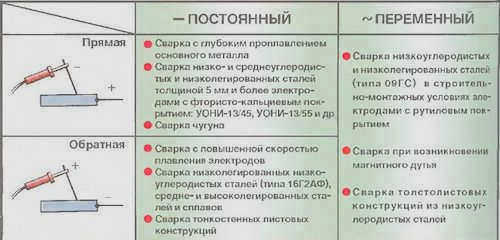
- Прямая полярность. Она устанавливается на аппарате перед началом соединения толстых деталей глубокими швами. В этом случае электрод подключается к отрицательному полюсу, а свариваемый металл – к положительному. Из-за прямой полярности во время сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется на стороне свариваемого изделия. Это вызывает проплавление основного металла на большую глубину, что позволяет сваривать чугун, алюминий и другие сложные металлические детали.
- Обратная полярность. В этом случае плюс подключается к электроду, а минус – к металлической заготовке. Анодная точка с более высокой температурой возникает уже на противоположной стороне, т.е. на электроде. Металл остается относительно холодным, в то время как электрод нагревается. Такой метод соединения позволяет сваривать тонкостенные заготовки.
Характеристики выбора полярности
Полярность соединения выбирается в соответствии с техническими условиями, необходимыми для применения. Изменяя тип соединения, можно добиться концентрации анодной горячей точки на самом изделии или на электроде. Прямой нагрев обеспечивается плюсовой клеммой, поэтому прямое подключение к клемме приводит к точечному нагреву.

Эта функция подключения позволяет выбрать режим работы в зависимости от следующих факторов.
Толщина свариваемого материала
Прямое подключение следует использовать при сварке заготовок средней и большой толщины. В этом случае тепловая энергия направляется на саму заготовку, в результате чего получается более толстый сварной шов. Металл также можно резать в этом режиме, независимо от толщины. При сварке тонких листов рекомендуется менять полярность, когда тепло концентрируется на электроде. Это позволяет избежать перегрева свариваемых деталей, и плавление электрода происходит гораздо быстрее.
Типы свариваемых металлов
Возможность изменения положения анодной тепловой точки позволяет выбрать наиболее эффективный режим для данной детали. При сварке инвертором чугуна или нержавеющей стали, например, используется обратная полярность, чтобы не перегреть сплав и создать надежный шов. Алюминий, напротив, следует сваривать в режиме прямого соединения, чтобы как можно быстрее преодолеть слой окисления. Существуют рекомендации по конфигурации оборудования для конкретных сплавов, которые следует внимательно изучить и применить на практике.
Тип сварочной проволоки или электрода
Эти компоненты также имеют индивидуальные температурные профили, которые во многом зависят от используемых флюсов. При сварке угольными электродами подключение на обратной полярности не подходит, так как флюс будет подвергаться сильному перегреву и электрод станет непригодным для работы. В таких случаях выбор наиболее подходящей настройки зависит исключительно от типа флюса и проволоки.
Сварочные электроды

Если вы начинающий сварщик и не уверены, на какой полярности будете производить сварку (или, может быть, вы будете одновременно работать с тонкими и толстыми металлами), выбирайте универсальные электроды. Они предназначены для сварки на переменном и постоянном токе любой полярности. К проверенным универсальным электродам относятся Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB OZS-12. Для обратной полярности предлагаются специализированные электроды ESAB OK 46.00.
Выбор и эксплуатация инвертора
Для быстрого переключения полярности при работе с тонкими и толстыми металлами инвертор должен быть оснащен надежными разъемами силового кабеля. Слабые, тонкие контакты в разъеме и низкая фиксирующая кромка быстро изнашиваются из-за частой замены. Это приведет к люфту, кабели будут перемещаться в своих гнездах, вызывая повышенное сопротивление и перегрев. Сварочный ток упадет, и может даже произойти дуговой разряд между розеткой и вилкой.
Выбирайте надежные инверторы ММА с прочными розетками, чтобы при смене полярности ничего не перетерлось и не провисло. Если у вас уже есть инвертор, а его розетки износились, вы можете заменить их на более прочные, выбрав в каталоге розетки для подключения кабеля.
Сварка тонкого металла толщиной 1,0-1,5 мм покрытым электродом – сложная задача для начинающего сварщика. Инверторы RDS с функцией Anti-Stick могут помочь в сварке без прогара. Когда кончик электрода погружается в сварочную ванну, аппарат "чувствует" это и отключает сварочный ток. В результате отсутствует удерживающая сила, и электрододержатель не нужно наклонять влево и вправо, чтобы оторвать электрод от поверхности. Покрытие сварочного материала не осыпается.
Функция запуска дуги также помогает при сварке тонких металлов на обратной полярности. Когда электрод близок к залипанию, инвертор автоматически увеличивает ток на 10 А, поддерживая дугу. Когда воздушный зазор восстанавливается, устройство автоматически снижает ток до прежнего значения, устраняя прогар.
Ответы на вопросы: Сварка на прямой и обратной полярности
Какая полярность обеспечивает наилучший внешний вид сварного шва?
Скрыть подробнее
Обратная полярность. Нагрев на кончике электрода выше, истощение происходит быстрее, а сварной шов получается более чешуйчатым и без лужиц. Этот режим подходит для торцов заготовок, если толщина металла позволяет плавить на обратной полярности.
Какой режим работы полуавтомата уменьшает разбрызгивание металла?
Скрыть подробнее
Обратная полярность дает меньше брызг. Если при сварке на поверхности изделия необходимо удалить брызги, лучше переключить полуавтомат на обратную полярность.