Небольшие заготовки толщиной не более 1 мм следует предварительно затачивать: это предотвращает "скольжение" сверла по поверхности металлического листа и его повреждение.
Угол заточки сверл по металлу: таблица с правильными значениями – под каким углом следует затачивать инструмент

- Признаки затупления
- Как работают сверла и от чего зависит угол заточки
- Основные компоненты сверл
- Особенности: под каким углом можно затачивать сверла разных типов
- Как выбрать правильный угол заточки сверла для стали или других металлов?
- Приспособления и оборудование для заточки
- Принципы заточки
- Выполнение операции
- Меры безопасности
- Контроль качества
- Общие видео советы
В процессе обработки, независимо от станка и мастерства токаря, любой инструмент начинает тупиться. Затупившиеся режущие кромки могут привести к нагреву заготовок, а также к небрежному исполнению. Но совсем необязательно каждый раз покупать новый острый инструмент, можно исправить ситуацию самостоятельно, в домашних условиях. В этой статье мы расскажем, какой правильный угол для заточки сверла по металлу по ГОСТу, приведем таблицу значений.

Признаки того, что инструмент затупился

Для начала объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем, из-за постоянного механического и термического воздействия, она может сломаться непосредственно в процессе металлообработки. Последствиями этого являются
- Порча заготовки, в результате чего внутри отверстия остаются занозы, которые трудно удалить;
- Повреждение рук токаря или другой незащищенной части тела, если осколки разлетаются.
Вот к чему может привести дальнейшая обработка резцом, отслужившим свой срок:
- Резкое снижение производительности – одна и та же процедура займет в несколько раз больше времени, конечный результат не будет достигнут, а класс точности металлообработки снизится;
- повышенный перегрев – во время трения и заготовка, и резец начинают нагреваться, а каждый металл имеет температуру, при которой он деформируется;
- работать "вхолостую", т.е. вращательные движения инструмента ни к чему не приведут – этого можно добиться только при окончательном затуплении, и чаще всего это происходит с короткими заготовками;
- заклинивание всего станка – трудно извлечь заготовку, иногда просто невозможно извлечь сверло из отверстия, потому что оно начинает там плавиться – именно такой результат чаще всего ожидает длинные сверла;
- некоторые металлы после обжига сильно закаляются (реакция трения приводит к изменению физических свойств из-за трансформации внутренней кристаллической решетки) – после этого очень трудно работать другими инструментами, фактически происходит частичная местная закалка.

Когда нужно затачивать сверла
О необходимости заточки можно судить по следующим достаточно очевидным признакам
- при погружении инструмента в заготовку слышен резкий скрип;
- стружка выходит в виде мелких крошек, а не длинной спирали;
- кромка быстро нагревается – попробуйте сделать это пальцем, и вы можете обжечься.
 |
 |
Поэтому, если вы заметили любой из этих предупреждающих признаков, немедленно остановитесь, иначе вам не удастся избежать неудачи. Если известная операция занимает больше времени – например, раньше вы пробивали отверстие за 3 секунды, а теперь за 5 – это также указывает на износ.
Если вы сомневаетесь, просто проверьте кромку на ощупь: если она закругленная или гладкая, или наоборот, если она неровная, со сколами или заусенцами, это означает, что инструмент не пригоден для дальнейшего использования и пора озаботиться его восстановлением.

Геометрия и детали сверла
Конструкция рассматриваемого инструмента довольно проста и состоит из следующих компонентов
- Режущая кромка, которая непосредственно снимает стружку;
- Шейка, которая выполняет роль своеобразного мостика;
- Рабочая часть с канавкой, которая удаляет отходы;
- Оправка, которая закрепляется в станке (ручная дрель);
- по одной паре задней поверхности (шейка) и передней поверхности, которые образуют профиль;
- две задние поверхности с лентами, которые образуют внешнюю сторону.
В результате многократных технологических операций она затупляется, поэтому именно ее необходимо вернуть в остроту.

Сверление в нержавеющей стали – особенности работы
Сверление в нержавеющей стали производится на минимальной скорости и высокой мощности, а сверло должно быть заточено перед началом работы. Что еще мы знаем об обработке этого материала?
Закаленная нержавеющая сталь
Термообработанный металл не всегда можно просверлить даже с кобальтовыми расходными материалами и даже при небольшой толщине. Техническим решением в этом случае являются сверла со вставками из твердой мелкозернистой стали и алмазной пылью; также подходят стеклорезы.
Балюстрады из нержавеющей стали
С дизайнерскими и архитектурными изделиями сложно работать из-за их неправильной формы. Элементы поручней часто имеют неправильное сечение, что затрудняет их сверление.

Как и лист металла, округлую заготовку необходимо зажать в тисках. Центр будущего отверстия следует отметить с помощью пуансона. Здесь устанавливается сверло малого диаметра для создания стабильного направления в теле заготовки.
После зенкования на 1-2 мм в дело вступает кобальтовое сверло соответствующего диаметра. Используя машинное или обычное масло, оно создает необходимое отверстие.
Как сверлить в нержавеющей стали в домашних условиях
Сверление нержавеющей стали в домашних условиях – задача посильная для любого человека. Проблема заключается в использовании "подручных" инструментов, а не специализированного оборудования.
Залогом качественного результата является обеспечение постоянной подачи охлаждающей жидкости в зону сверления. Для работы на горизонтальной поверхности:
- заготовка располагается горизонтально и фиксируется;
- центр отверстия отмечается с помощью коронки или аналогичного инструмента;
- В точке устанавливается труба или гильза – достаточного диаметра, чтобы создать замкнутое пространство и исключить контакт со сверлом;
- Объем заполняется охлаждающей жидкостью или маслом (в частности, техническим, растительным и оливковым);
- создается отверстие – непосредственно в ванне – которое должно пополняться при разбрызгивании.
В результате теплоотдача будет постоянной и равномерной.
Для обработки вертикальной поверхности помещается кусок твердого или густого жирового вещества – по типу парафина или сала. Во время обработки жир плавится и стекает в активную зону, отводя тепло и защищая металл от атмосферного кислорода.
Сверление отверстия
Сверлить отверстие в мойке из нержавеющей стали лучше всего заранее. С новым изделием это проще, но уже установленную бытовую мойку необходимо демонтировать (чтобы защитить сантехнику и мебель) и положить на ровную горизонтальную поверхность.
Делается разметка и перфорация, после чего можно приступать к сверлению. Если требуемый диаметр большой, лучше использовать конический инструмент. В любом случае важно работать с максимальным крутящим моментом.
Какие типы сверл существуют?
Существует несколько классов сверл по используемым материалам.
- Сверла из инструментальной стали с кромкой, усиленной вставкой высокой твердости. Главное их отличие – низкая стоимость.
- Сверла по металлу с кобальтом или чистым кобальтом. Они лучше всего подходят для сверления в сплавах твердых металлов, так как выдерживают высокие температуры и большие рабочие нагрузки.
- Титановые инструменты схожи по прочности с кобальтовыми. Они идеально подходят для работы с различными сталями и сплавами. Они сохраняют свои первоначальные свойства заточки в течение очень долгого времени.
- Сверла из быстрорежущей стали (HSS) отличаются хорошей производительностью и доступной ценой. Однако стоит помнить, что время заточки очень мало. Это особенно актуально в случае превышения рабочей температуры.

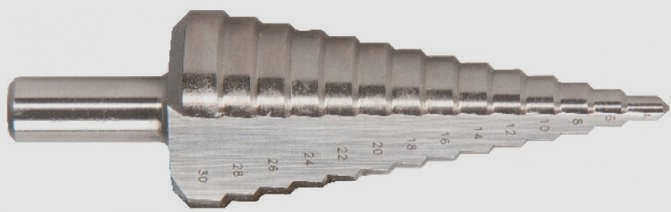
При выборе сверл также важно помнить, что существуют различные модели, отличающиеся по форме. Классическим типом является ступенчатое сверло, имеющее цилиндрическую форму.
Именно такие сверла чаще всего используются для сверления отверстий в листовом металле. Как правило, для их изготовления используется сталь с маркировкой HSS, которая характеризуется повышенной прочностью и долговечностью.
Ступенчатые сверла – классический тип с цилиндрической формой. Чаще всего они используются для сверления отверстий в листовом металле. Как правило, для их изготовления используется сталь с маркировкой HSS, отличающаяся повышенной прочностью и долговечностью.





Правила выбора
Если вы покупаете кобальтовый инструмент для того, чтобы просверлить с его помощью всего несколько отверстий, можно остановить свой выбор на более экономичных вариантах. Для частого и интенсивного использования рекомендуется выбирать более дорогие изделия от проверенных производителей, которые могут прослужить долгое время, не теряя своих первоначальных свойств.
Самыми качественными и надежными кобальтовыми сверлами являются сверла, произведенные на территории бывшего Советского Союза. Такие сверла, которые можно узнать по обозначению Р6М5К5, с каждым годом становится все труднее достать. Профессионалы, которые часто сталкиваются с необходимостью сверления нержавеющей стали, хорошо знают качественные характеристики таких инструментов и никогда не упускают возможности приобрести их.
Сверло из сплава Р6М5К5 – проверенное качество
Если говорить о кобальтовых сверлах современных производителей, то наиболее качественными и надежными из них считаются инструменты, выпускаемые под брендами Bosch и Ruco
При выборе таких инструментов в первую очередь следует обратить внимание на их обозначение, по которому можно определить, какое количество кобальта присутствует в химическом составе материала изготовления. Например, обозначение P6M5K5 или HSSCo5 (зарубежная классификация DIN 338R) на хвостовике говорит о том, что материал изготовления сверла содержит 5% кобальта.
Обратите внимание, что инструменты, относящиеся к категории кобальтовых, должны содержать не менее 4% этого элемента.
Маркировка кобальтовых сверл
Для получения качественного отверстия важно не только правильно выбрать кобальтовый инструмент, но и знать, как сверлить им нержавеющую сталь. Чтобы повысить точность этого процесса и уменьшить износ используемого кобальтового сверла, важно сверлить нержавеющую сталь на низкой скорости
Полезные советы при сверлении нержавеющей стали
Сверление всегда следует начинать с тщательного центрирования отверстия, чтобы обеспечить правильное положение сверла и предотвратить его перемещение во время сверления. Правильное зажатие заготовки имеет решающее значение для успешного сверления всех металлов. Следует использовать прочные зажимы или струбцины, чтобы предотвратить перемещение материала во время работы. Это снижает риск повреждения инструмента и заготовки.
Если необходимо просверлить отверстие большого диаметра в заготовках из нержавеющей стали, рекомендуется делать это постепенно, увеличивая диаметр сверла с каждым проходом. Это снизит нагрузку на инструмент и сверлимый материал и уменьшит риск ошибок.
При сверлении отверстий в нержавеющей стали важно следить за температурой процесса, так как перегрев может повредить как инструмент, так и заготовку. При появлении признаков перегрева (искры, дым, обесцвечивание стали) остановите процесс сверления и подождите, пока режущий инструмент и сталь остынут.
Общие выводы для правильного сверления нержавеющей стали
Сверление нержавеющей стали требует особого подхода и знания используемой технологии. Выбор правильного сверла, распознавание правильных параметров и соблюдение рекомендаций по процедуре приводят к хорошему результату при сверлении нержавеющей стали.
Используя знания, полученные в этой статье, вы сможете успешно выполнять этот вид работ по металлу из нержавеющей стали, избегая возможных проблем и получая качественные отверстия нужного диаметра. Необходимо внимательно отнестись к выбору сверла, скорости сверления, подаче и смазке, а также не забывать контролировать температуру процесса и правильно зажимать заготовку. Соблюдение всех рекомендаций и правильный подход к работе обеспечат длительный срок службы инструмента и высокое качество обработки нержавеющей стали.

Теперь, зная все особенности этого вида обработки нержавеющей стали и имея полезные советы, вы сможете справиться с задачей сверления отверстий с минимальными проблемами и добиться оптимальных результатов. Удачного сверления и качественных результатов!